 |
Главная |


Обработка деталей типа валов
|
из
5.00
|
Круглые стержни, длина которых превышает три диаметра, принято называть валами. Они бывают гладкие, ступенчатые, с участками сложной формы, пустотелые (рис 50). Кроме того, валы, длина которых превышает 12 диаметров, называют длинными.
Технологический маршрут токарной обработки валов в большинстве случаев осуществляется в такой последовательности:
1. Подрезание торцов заготовки в размер длины и центрование с двух сторон.
2. Черновое обтачивание в патроне и заднем центре с припуском на чистовую обработку точных поверхностей 1-2 мм на диаметр.
3. Чистовое обтачивание точных поверхностей в центрах.
Технологические маршруты обработки валов - длинных и с участками сложной формы дополняются некоторыми работами, обусловленными их особенностью (об этом см. в § 67 и главе XII).
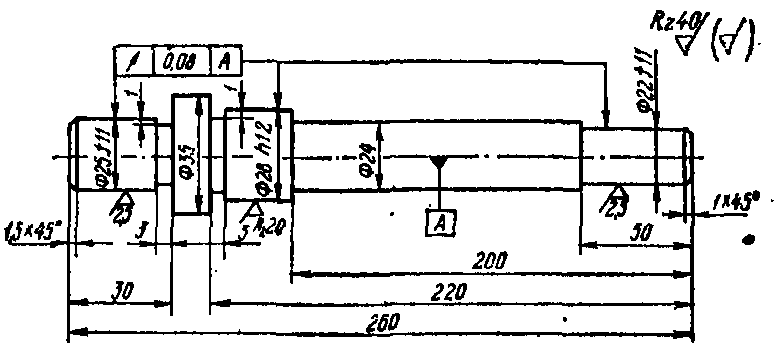
Рассмотрим пример построения технологического маршрута обработки ступенчатого вала (табл. 4) из круглого стального проката Ø36X264 мм в количестве 10 штук. Станок токарно-винторезный 1К62.

Рис 50. Разновидности валов:
а - гладкий; б, в- ступенчатые; г- участками сложной формы; д - пустотелый
Придерживаясь рекомендуемой последовательности мыслительных действий (см. рис 49), устанавливаем из чертежа требуемую точность обработки.
Вал имеет три цилиндрических участка - Ø25f11, Ø22f11 и Ø28hl2, точность которых ограничивается соответственно 11- и 12-м квалитетами. Остальные размеры без допусков подлежат обработке по 14-му квалитету.
Точность формы цилиндрических поверхностей чертежом не установлена, поэтому их погрешности не должны превышать допусков на соответствующие диаметры.
Точность взаимного расположения поверхностей Ø25, Ø28 и Ø22 мм ограничивается радиальным биением относительно общей оси не более 0, 08 мм.
Шероховатость поверхностей (за исключением обозначенных на контуре детали) - Rz≤40 мкм.
Деталь термообработке не подвергается. Следовательно, ее полную обработку (при невысокой точности размеров) можно выполнить на токарном станке.
Заготовка -круглый стальной прокат на одну деталь, имеет припуски по диаметру и длине 4 мм; кривизна ее - в допустимых пределах.
Для изготовления небольшой партии деталей (10 шт. ) технологический маршрут строим пооперационно с небольшой степенью расчленения.
Токарно-винторезный станок 1К62 по технической характеристике (см. гл. VIII, табл. 9) позволяет эффективно выполнить обработку деталей.
Способы обработки выбираются по принципу наибольшей производительности. Подрезание торцов желательно выполнять наиболее стойким проходным отогнутым резцом. Точные цилиндрические участки Ø25, Ø28 и Ø22 мм следует обрабатывать черновым и чистовым точением. Все остальные поверхности, имеющие свободные размеры, целесообразно обрабатывать только черновым точением за наименьшее количество рабочих ходов.
Для окончательной обработки тех участков вала, которые должны иметь точное взаимное расположение, принимается единая технологическая база - центровые отверстия. Технологическая база для подрезания и центрования торцов - цилиндрическая поверхность заготовки. Учитывая невысокую жесткость вала, черновое обтачивание его целесообразно выполнять при установке в патроне и заднем центре; т. е. здесь технологической базой будет цилиндрическая поверхность заготовки и центровое отверстие.
Соответственно выбранным технологическим базам принимаются способы установки заготовок на станке: в патроне, в патроне и заднем центре, в центрах.
С учетом величины обрабатываемой партии деталей и практических правил комплектования переходов в операции расчленяем технологический маршрут на 6 операций: 1-2 - подрезание и центрование торцов в патроне; 3-4 - черновое обтачивание вала о двух сторон в патроне и заднем центре; 5-6 - чистовое обтачивание точных поверхностей в центрах.
Таблица 4
Технологический маршрут токарной обработки ступенчатого вала
| операция | Установ | Переход | Содержание установов и переходов | Схемы установов |
| А | Установить и закрепить заготовку | 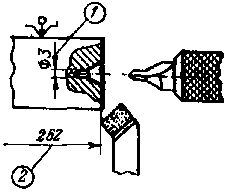
| ||
| в патроне | ||||
| Подрезать торец в размер 2 | ||||
| Центровать в размер 1 | ||||
| А | Установить и закрепить заготовку | 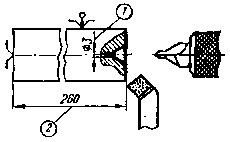
| ||
| в патроне | ||||
| I | Подрезать торец в размер 2 | |||
| Центровать в размер 1 | ||||
| А | Установить и закрепить заготовку | 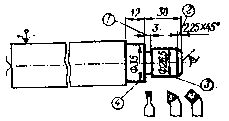
| ||
| в патроне и центре | ||||
| Обточить цилиндр 3 | ||||
| Обточить цилиндр 4 | ||||
| Проточить фаску 2 | ||||
| Выточить канавку 1 | ||||
| А | Установить и закрепить заготовку в патроне и центрах | 
| ||
| Обточить цилиндр 5 | ||||
| Обточить цилиндр 3 | ||||
| Обточить цилиндр 4 | ||||
| Проточить фаску 2 | ||||
| Выточить канавку 1 | ||||
| А | Установить и закрепить заготовку центрах | 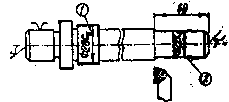
| ||
| Обточить цилиндр 2 | ||||
| Обточить цилиндр 1 | ||||
| А | Установить и закрепить заготовку центрах | 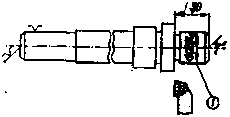
| ||
| Обточить цилиндр 1 |
Контрольные вопросы и задания:
1. Какие детали принято называть валами?
2. Приведите типовой технологический маршрут обработки валов.
3. Выполните задание № 101
|
из
5.00
|
Обсуждение в статье: Обработка деталей типа валов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы