 |
Главная |


Сборка узлов с подшипниками
|
из
5.00
|
1.1 Подшипники качения
Перед сборкой узлов подшипники качения подвергают расконсервации и очистке, промывая их в бензине или в подогретом до 80 °С минеральном масле. При установке подшипников на валы и в корпуса аппаратов и машин необходимо соблюдать следующие правила:
1. Усилие запрессовки должно прикладываться к тому кольцу подшипника, которое устанавливается на посадочное место с натягом.
2. Запрессовку следует производить: при установке подшипников легкой серии – ударами молотка по медной надставке или трубе, во избежание перекоса удары должны наноситься равномерно по окружности кольца; при посадке на вал крупных подшипников – гидравлическими или винтовыми приспособлениями.
3. При запрессовке подшипников с предварительным нагревом их погружают в ванну с нагретым до 90 °С минеральным, маслом. Корпуса предварительно нагревают, обдувая их горячим воздухом.
4. При неподвижно насаженной на вал внутренней обойме подшипника и отсутствии указаний о посадке внешней обоймы последняя должна быть насажена в корпусе с зазором 0,05-0,1 мм по диаметру.
5. Правильность сборки подшипника контролируют по разности между посадочным и начальным зазором. Посадочный зазор – это зазор между телом качения и обоймой в новом подшипнике после посадки на вал. Начальный зазор – это зазор между телом качения и обоймой в новом подшипнике до посадки на вал (табл. 2.10). Посадочный зазор должен быть меньше начального на 0,01-0,05 мм.
Таблица 2.10 – Начальный зазор между обоймами и телами качения в новых подшипниках до их посадки на вал
| Диаметр вала в месте посадки подшипника в мм | Зазор в мм | |
| в шарикоподшипниках | в роликовых подшипниках | |
| 50—80 80—100 100—120 120—140 140—180 180—225 | 0,013—0,025 0,013—0,029 0,015—0,034 0,017—0,04 0,018—0,045 0,021—0,055 | 0,025—0,07 0,035—0,08 0,04—0,09 0,045—0,1 0,06—0,125 0,065—0,15 |
Подшипники качения демонтируют с использованием винтовых, реечных или гидравлических прессов. При снятии подшипников, кольца которых были установлены со значительным натягом, следует нагреть посадочное кольцо. Демонтаж подшипников, установленных на закрепительных втулках, производят следующим образом: создают упор в торец подшипника, освобождают гайку втулки, легкими ударами извлекают втулку, после чего подшипник снимают с вала.
Демонтаж подшипников необходимо выполнять осторожно, чтобы не повредить посадочных поверхностей и сопряженных с подшипниками деталей.
1.2 Подшипники скольжения
При монтаже подшипников скольжения, имеющих разъемные вкладыши с баббитовой заливкой, необходимо установить:
а) цвет баббитовой заливки (он должен быть светлым, серебристым);
6) плотное прилегание слоя баббита к телу вкладыша (проверяется опусканием вкладыша в керосин, а также обстукиванием вкладыша деревянным молотком, в последнем случае не должно быть дребезжащего звука);
в) правильность прилегания нижнего вкладыша к корпусу подшипника (проверяется по краске);
г) правильность прилегания шейки вала к нижнему вкладышу (для легких вкладышей проверяется по краске, для тяжелых вкладышей – по натирам на баббитовой заливке при повороте вала в сухом подшипнике) шейка вала должна лежать по всей длине вкладыша и касаться его на дуге, равной примерно 60°.
д) величину зазоров между шейкой вала и боковыми поверхностями вкладыша (развал); между шейкой вала и баббитовой заливкой верхнего вкладыша; между крышкой корпуса подшипника и телом верхнего вкладыша.
При подгонке вкладыша к шейке вала производят шабровку баббитовой заливки трехгранным шабером и снимают стружку шириной 4-10 мм. Для получения требуемой поверхности необходимо перекрещивать ход шабера, т.е. после проведения нескольких штрихов шабрить под углом 90° к ранее принятому направлению.
При проверке прилегания вкладыша к шейке вала на последнюю равномерно наносят краску (смесь из чистого сурика и минерального масла), на шейку укладывают нижнюю половину подшипника и несколько раз поворачивают ее по шейке в ту и другую сторону. Покрытые краской выступающие места баббитовой заливки удаляются шабером.
Если равномерно расположенные пятна краски занимают 15-20 % поверхности вкладыша, то шабровку заканчивают. Качество прилегания вкладыша к шейке вала должно быть проверено повторно после укладки вала на подшипники в рабочем положении. Величину верхнего зазора между шейкой вала и вкладышем проверяют укладывая на вал свинцовую проволоку диаметром 1-1,5 мм, после чего закрывают и затягивают вкладыш до отказа (в горизонтальном разъеме щупом проверяют отсутствие зазора). Величина верхнего зазора во вкладышах указана в табл. 2.11.
Таблица 2.11 – Допустимая величина верхнего зазора во вкладышах
| шейки вала в мм | Зазор в мм | шейки вала в мм | Зазор в мм | ||
| минимальный | максимальный | минимальный | максимальный | ||
| 0,25 | 0,35 | 0,5 | 0,65 | ||
| 0,25 | 0,35 | 0,5 | 0,65 | ||
| 0,25 | 0,35 | 0,5 | 0,65 | ||
| 0,25 | 0,35 | 0,75 | 0,9 | ||
| 0,25 | 0,3 | 0,75 | 0,9 | ||
| 0,38 | 0,5 | 0,75 | 0,9 |
Боковые зазоры в нижнем вкладыше (развал) измеряют пластинками щупа.
Натяг между крышкой подшипника и верхним вкладышем должен составлять 0,05-0,2 мм. Этот натяг проверяют так: свинцовую проволоку диаметром 1-1,5 мм кладут между крышкой подшипника и верхним вкладышем, а также в горизонтальном разъеме корпуса подшипника. После затяжки крышки болтами извлекают сплющенную проволоку и по разности толщины сплющенных участков определяют величину натяга; если он недостаточен, между крышкой подшипника и верхним вкладышем следует положить прокладку соответствующей толщины.
1.3 Заливка подшипников скольжения баббитом
Подшипники скольжения заливают на монтаже баббитом в том случае, если величина зазора между шейкой вала и вкладышем превышает допустимую, что может вызвать вибрацию агрегата, а также перегрев подшипника. Заливка подшипника состоит из следующих операций:
- удаления из вкладыша старого баббита;
- обезжиривания вкладыша;
- травления с последующим лужением;
- заливки нового баббита;
- расточки вкладыша и шабровки.
Для удаления старого баббита вкладыш нагревают газовой горелкой с тыльной стороны и после размягчения баббита вкладыш ударяют о плиту и баббит легко отстает от него.
Вкладыш обезжиривают, опуская его на 10 мин в металлическую ванну с кипящим 10 %-ным раствором каустической соды (1 кг соды на 10 л воды), затем промывают его в проточной горячей воде. После обезжиривания и промывки поверхность вкладыша должна иметь металлический блеск. При отсутствии блеска поверхность вкладыша зачищают стальной щеткой, напильником и наждачной бумагой, а затем вкладыш снова обезжиривают.
Травление вкладыша производят в течение 10 мин в растворе, содержащем 1 л соляной или серной кислоты на 10 л воды (при составлении раствора во избежание ожогов кислоту наливают в воду, а не наоборот). Закончив промывку, вкладыш высушивают при температуре 200 °С, после чего обе половины подшипника стягивают хомутом, предварительно проложив асбестовую прокладку в горизонтальном разъеме (асбестом необходимо закрыть также все масляные отверстия). Затем вкладыш окрашивают меловой краской (1 ч. мела, 3 ч. воды с добавлением столярного клея) и высушивают.
Перед лужением вторично травят поверхность вкладыша насыщенным раствором хлористого цинка с добавлением хлористого аммония (нашатыря) в количестве 50 г на 1 л раствора. При протравливании быстро наносят указанный раствор на вкладыш. Лужение осуществляют погружением нагретого до 150-200 °С вкладыша на 3-5 мин в ванну, содержащую полуду (сплав, состоящий из 50 % олова и 50 % свинца при температуре 270-300 °С). Расплавив баббит в тигле (температура расплавленного баббита марки Б-83 должна составлять 375-400 °С), заливают им вкладыши. Стянутые хомутом вкладыши устанавливают торцом на металлический лист (под вкладыш укладывают листовой асбест). Внутрь вкладыша помещают сердечник – стальной или деревянный стержень, покрытый смесью графита с бензином; диаметр сердечника должен быть меньше диаметра вкладыша на две толщины заливаемого слоя плюс припуск на обработку. После отвердевания баббита наплывы срубают острым зубилом в направлении от баббита к телу вкладыша.
Стянутые хомутом обе половинки вкладыша устанавливают в патрон токарного станка, центрируют с помощью индикаторов и производят расточку. Точную подгонку вкладышей подшипников выполняют шабровкой, контролируя правильность подгонки к валу по краске. Шейка вала должна лежать на нижней половине вкладыша по всей длине и касаться ее на части окружности, определяемой углом около 60°.
Центровка валов машин
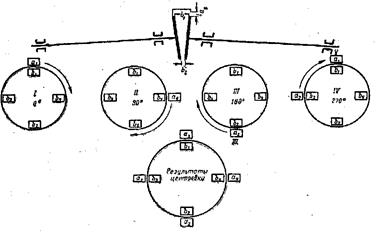 Рисунок 2.9 – Схема центровки валов по полумуфтам
Рисунок 2.9 – Схема центровки валов по полумуфтам
|
Центровка валов является одной из наиболее ответственных работ при монтаже машин и во многом определяет их надежность и долговечность при эксплуатации.
Центровка валов по полумуфтам предусматривает концентричную установку последних, а также параллельность их торцовых поверхностей (рис. 2.9), Зазоры а и b в четырех диаметрально противоположных точках полумуфт должны быть соответственно равны друг другу. Результаты замеров в процессе центровки записывают на круговой диаграмме.
В зависимости от конструкции муфт применяют различные методы измерений радиальных и торцовых зазоров.
При центровке кулачковых муфт радиальные смещения определяются индикатором часового типа, закрепленным на центровочной скобе, а торцовые зазоры – микрометрическим штихмасом (рис. 2.10). Не параллельность торцов муфт может быть также определена микрометром по наружной поверхности последних.
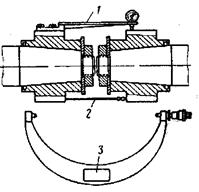 Рисунок 2.10 – Центровка валов с кулачковой муфтой
1 – центровочная скоба с индикатором; 2 – микрометрический штихмас; 3 – микрометр
Рисунок 2.10 – Центровка валов с кулачковой муфтой
1 – центровочная скоба с индикатором; 2 – микрометрический штихмас; 3 – микрометр
|
Для центровки валов с жесткими муфтами применяют приспособление, показанное на рис. 2.11.
Палец 1 вставляется в одно из отверстий в полумуфте, после чего стопорным болтом 2 скоба жестко закрепляется на полумуфте. Болт 3 служит для центровки полумуфт по окружности; конец его должен иметь шаровую заточку. Замеры производят пластинками щупа как по окружности, так и по торцу.
Центровка валов с зубчатыми муфтами часто производится по схеме, представленной на рис. 2.12.
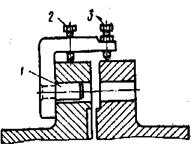 Рисунок 2.11 – Центровочная скоба для центровки валов с жесткой муфтой
Рисунок 2.11 – Центровочная скоба для центровки валов с жесткой муфтой
|
Для центровки используют три индикатора, закрепленные к скобам, которые в свою очередь крепятся к валу торцовыми гайками. Скобы следует изготовлять из листовой стали толщиной не менее 10-12 мм. Они должны иметь отверстия, соответствующие диаметру вала в месте установки скоб. При этом способе центровки одновременно с радиальными определяют торцовые зазоры в двух диаметрально противоположных точках.
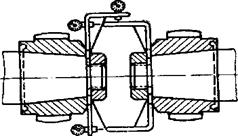 Рисунок 2.12– Приспособление
с тремя индикаторами для центровки валов с зубчатой муфтой
Рисунок 2.12– Приспособление
с тремя индикаторами для центровки валов с зубчатой муфтой
|
При всех способах замера зазоров оба центрируемых вала должны быть установлены в нулевое положение согласно меткам 0—0 на полумуфтах (если таких меток нет, их следует нанести в процессе монтажа и в дальнейшем принимать за начальное положение).
Центровка производится в последовательности I—IV (см. рис. 2.9). Оба вала (в направлении рабочего вращения) поворачивают от начального положения на 90, 180 и 270° и замеряют в каждом положении зазоры а и b. Таким образом, в каждом положении валов замеряют один зазор по окружности полумуфт (a1, затем a4, a2 и a3) и четыре зазора по торцу (b1, b2, b3 и b4) с целью исключения при последующем подсчете из результатов центровки влияния осевых смещений валов при их поворотах. Если замеры произведены правильно, то должны соблюдаться следующие равенства: a1+ a2= a3+ a4; b1+b2=b3+b4.
Отклонение в указанных равенствах, превышающее 0,02 мм, может быть вызвано следующими причинами:
- ошибкой в подсчете толщины пластин щупа при каком-либо замере;
- неодинаковым усилием при заводке пластин щупа под скобы при замерах;
- неисправностью индикатора;
- деформацией центровочной скобы вследствие недостаточной ее жесткости;
- наличием неровностей или забоин на поверхности полумуфт в местах замеров.
Указанные причины необходимо своевременно определить, устранить и вновь произвести замеры.
Контрольный замер выполняют после поворота валов на 360°, т.е. при установке их в начальное (нулевое) положение. При этом результаты замеров должны совпадать с полученными в начале центровки. Контрольный замер производят для того, чтобы убедиться в отсутствии смещения центровочной скобы или индикаторов при повороте валов.
Основные методы контролякачества слесарно-сборочных работ приведены в табл. 2.12.
Таблица 2.12 – Методы контроля качества слесарно-сборочных работ
| Метод контроля | Оборудование, инструмент и приспособления | Точность контроля | Применение метода | ||||||||||
| Проверка прямолинейности плоскостей | |||||||||||||
| Проверка на краску Проверка линейкой и щупом | Поверочная плита Поверочная линейка и щупы с набором пластинок различной толщины | Количество окрашенных точек на квадрате со стороной 25 мм До 0,02 мм | При контроле качества шабровки плоскостей При контроле качества обработки плоскостей тонкой опиловкой | ||||||||||
| Проверка индикатором Проверка микрометром Проверка по уровню | Поверочная плита и индикатор со штативом Микрометр Универсальный или рамный уровень | До 0,01 мм До 0,01 мм До 0,02 мм на 1 пог. м | При контроле качества обработки колодок упорных подшипников центробежных машин. То же при контроле качества обработки плоскостей длиной более 2м | ||||||||||
| Проверка криволинейных поверхностей | |||||||||||||
| Проверка на краску | Сопрягаемая деталь | Равномерность расположения окрашенных точек | При контроле качества подгонки подшипников скольжения к шейке вала | ||||||||||
| Проверка параллельности плоскостей | |||||||||||||
| Проверка непосредственным измерением размера | Штангенциркуль, микрометр | До 0,01 мм | При контроле качества обработки небольших деталей | ||||||||||
| Проверка перпендикулярности плоскостей | |||||||||||||
| Проверка угольником и щупом Проверка по уровню | Угольник и щуп с набором пластинок различной толщины Универсальный или рамный уровень | До 0,02 мм До 0,02 мм на 1 пог. м | При контроле качества обработки плоскостей длиной до 1 м. То же, плоскостей длиной более 1 м | ||||||||||
| Проверка соосности отверстий и валов | |||||||||||||
| Проверка по струне Проверка с помощью скоб и щупа Проверка индикаторами | Стальная проволока диаметром 0,2-0,3 мм, натяжное устройство, штихмас с микрометрической головкой Центровочные скобы и щуп с набором пластинок различной толщины Индикаторы часового типа | До 0,01 мм До 0,02 мм До 0,01 мм | При контроле соосности отверстий, расположенных на большом расстоянии одно от другого При контроле качества центровки валов машин При контроле качества центровки валов машин | ||||||||||
| Проверка параллельности валов | |||||||||||||
| Проверка щупом или индикаторами | Щуп с набором пластинок различной толщины или приспособления с индикаторами часового типа | До 0,02 мм (щупом) и до 0,01 мм (индикаторами) | При контроле качества центровки валов машин | ||||||||||
| Проверка зазоров и плотности прилегания | |||||||||||||
| Проверка щупом | Щуп с набором пластинок различной толщины или клиновой щуп | До 0,02 мм | При контроле плотности прилегания деталей, соединяемых на болтах | ||||||||||
| Герметичность соединения | |||||||||||||
| Пневматическое или гидравлическое испытание | Компрессор или гидропресс | При контроле плотности трубопроводной арматуры | |||||||||||
Л.5-6
Монтаж и РЕМОНТ ТРУБОПРОВОДОВ
План:
1. Классификация трубопроводов.
2. Ревизия и отбраковка трубопроводов.
3. Ремонт трубопроводов
4. Сборка фланцевых соединений
5. Испытания трубопроводов
|
из
5.00
|
Обсуждение в статье: Сборка узлов с подшипниками |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы