 |
Главная |


Восстановление резьбовых соединений без демонтажа с тепловоза
|
из
5.00
|
Резьбовые соединения (шпилька - деталь - гайка, болт - деталь, болт - гайка) широко применяются для обеспечения неподвижности, прочности, герметичности, установки и регулирования взаимного расположения сопрягаемых деталей воздухопровода.
Основные повреждения резьбовых частей деталей: вытягивание, смятие и срыв резьбы, и ее износ по диаметру. Срыв, значительное смятие и вытягивание резьбы легко обнаружить визуально. Износ и незаметное на глаз смятие резьбы определяют по тому,как ввинчивается гайка, болт или шпилька, а также по величинам качки или вертикального перемещения сопрягаемых деталей; более точно эти неисправности выявляют при измерении резьбовыми калибрами.
Разборка.Если при отвертывании гайки или болта приходится прилагать слишком большое усилие, то нужно проверить, не осталось ли в стопорном отверстии части шплинта. Резьбовые соединения, подверженные коррозии, за 15…20 мин до разборки желательно обложить тампонами, обильно пропитанными керосином. Если деталь закреплена несколькими болтами или гайками, то во избежание ее коробления сначала слегка отпускают все болты и гайки, а затем отворачивают их полностью.
При разборке трубопроводов для предотвращения их скручивания, а также при отворачивании контргаек пользуются одновременно двумя гаечными ключами. Соединения, находящиеся под действием дополнительной нагрузки, создаваемой пружиной (узлы рессорного подвешивания тележки, пружина сервомотора регулятора дизеля и т.п.), перед разборкой разгружают, чтобы обеспечить безопасность работ.
Способы удаления конца оборванной шпильки или болта из отверстия показаны (см. рисунок 33, рисунок 34 ).
Из алюминиевого корпуса такую деталь можно извлечь путем травления раствором азотной кислоты, а из корпусов небольшого размера - электроэрозионным сверлением медным электродом.

Рисунок 33 - удаления конца оборванной шпильки или болта с помощью экстракторов

а, б - с помощью зубчатых оправок; в - приваркой гайки
Рисунок 34- Способы удаления конца оборванной шпильки или болта из отверстия
Сборка.Нет необходимости останавливаться на том, почему нельзя применять крепежные детали с поврежденной резьбой и забитыми гранями головок. Однако существует ряд очень важных требований к сборке, которые нужно неукоснительно выполнять.
При закреплении двух деталей нельзя ввертывать болт, длина которого более нормальной или нормальный болт в уменьшенное по глубине несквозное резьбовое отверстие. Погрешности, возникающие при нарушении этого требования, проиллюстрированы на (см. рисунок 35), где показано положение окончательно затянутого одного и того же болта, ввернутого в резьбовое отверстие нормальной глубины и в отверстие с уменьшенной глубиной.
В последнем случае детали только прижаты друг к другу, а пружинная шайба, помещенная под головкой болта, лишь слегка обжата, так как болт уперся в дно отверстия.
Процесс затяжки гайки (или болта) после навинчивания состоит из предварительной, так называемой затяжки «до упора» и окончательной. Затяжка «до упора» необходима для определения положения гайки, с которого нужно начинать окончательную затяжку. Особенно это важно при ручной затяжке. Окончательное крепление гаек или болтов в много резьбовых соединениях необходимо вести в строго определенной последовательности.
Правильно выбранная последовательность затяжки гарантирует доброкачественность сборки, исключает возможные перекосы и деформации деталей.

Рисунок 35 – Положение затяжки болта
На практике чаще приходится сталкиваться с креплением гаек (болтов), расположенных по окружности, квадрату, прямоугольному контуру или по прямой (рисунок 36).
В первом случае гайки (рисунок 36, а) затягивают крест-накрест попарно, считая в каждой паре гайки, расположенные на концах одного и того же диаметра или хорды. Во втором случае (рисунок 36, б) сначала затягивают средние гайки, а затем постепенно приближаются к краям. Порядок затягивания гаек, расположенных по прямой, показан на (см. рисунок 36, в).
Однако важна не только последовательность, но и равномерность затяжки гаек (болтов). Гайки нужно затягивать постепенно, т. е. сначала затянуть все гайки, предположим, на одну треть величины затяжки от положения «до упора», затем еще на треть и, наконец, окончательно заданным усилием. Это правило надо соблюдать как при затяжке гаек предельным и динамометрическим ключами и гайковертами, так и вручную.
Жесткость в соединении деталей достигается предварительной однодвукратной перетяжкой крепежных деталей с обязательным соблюдением последовательности затяжки.
При этом сглаживаются неровности, и устраняется волнистость регулировочных или герметизирующих прокладок, помещенных между деталями, сминаются небольшие заусенцы, забоины и случайно попавшие между деталями загрязнения.
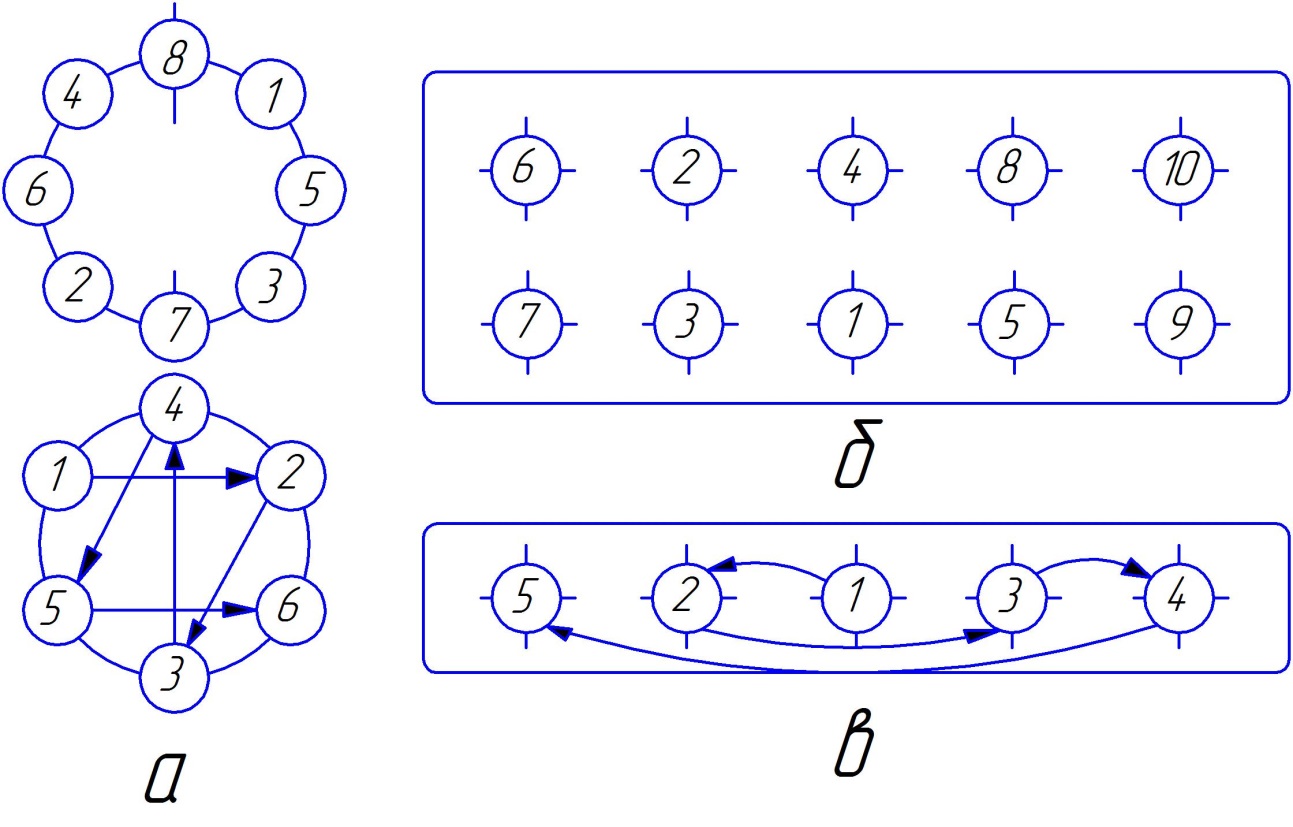
Рисунок 36 – Схема последовательности затяжки гаек
Для сохранения стабильности затяжки и предупреждения самопроизвольного отворачивания крепежных деталей применяют различные способы их стопорения (рисунок 37). На тепловозах чаще всего такое стопорение делают упругой шайбой, разводным шплинтом, винтом, проволокой и в отдельных случаях контргайкой. Пружинная шайба должна обладать достаточной упругостью. При правильной сборке шайба полностью прилегает к опорным поверхностям детали и гайки или головки болта (см. рисунок 35).
Разводной шплинт должен сидеть в отверстии болта или шпильки плотно, а его головка должна утопать в прорези гайки так, чтобы шплинт работал на срез полным сечением; короткий конец шплинта загибают и плотно прижимают к торцу болта или шпильки, а длинный к грани гайки. При несовпадении отверстия под шплинт с прорезями гайки последнюю подтягивают, но не отворачивают. Завязанная контрящая проволока (рисунок 37) не должна свободно перемещаться.
Слесарный инструмент, применяемый при ремонте: дрель; набор экстракторов, зубчатых оправок для выворачивания сломанных шпилек и болтов;набор гаечных ключей, набор отверток, набор метчиков и плашек; молоток; зубило.
Применяемый мерительный инструмент при ремонте: штангенциркуль ШЦ-I-125-0,1 ГОСТ 166; резьбовые калибры (кольца, пробки); линейка, рулетка.
Требования безопасности при проведении сварочных работ на локомотиве.
Приступать к работе по электросварке можно при условии, если оборудование, СИЗ и предохранительные приспособления соответствуют технологии и санитарно-гигиеническим нормам.

Рисунок 37 – Способы стопорения болтов и гаек
Сварочные работы должны выполняться сварщиками, имеющими соответствующее удостоверение, прошедшими противопожарный инструктаж и имеющими пожарный талон на право производства огневых работ.Лица, допускаемые к эксплуатации электросварочных установок, должны иметь группу по электробезопасности не ниже II, подтвержденную удостоверением.
При электросварочных работах должны применяться оборудование, аппараты и приспособления, удовлетворяющие требованиям действующих стандартов и норм на соответствующее сварочное оборудование. Напряжение холостого хода источников сварочного тока не должно превышать максимальных значений, указанных в стандартах на соответствующее оборудование.
|
из
5.00
|
Обсуждение в статье: Восстановление резьбовых соединений без демонтажа с тепловоза |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы