 |
Главная |


Выбрать приспособление для установки и зажима детали.
|
из
5.00
|
Выбор приспособлений производится в зависимости от вида обработки, типа станка и типа производства по справочникам [3], [4].
В пояснительной записке отчета должны быть указаны: тип приспособления, наименование и назначение, краткая техническая характеристика, позволяющая определить правильность и обоснованность выбора.
В зависимости от схемы установки в качестве приспособлений могут быть использованы:
- трехкулачковый самоцентрирующийся патрон по ГОСТ2675-85, размеры которого уточняются по паспортным данным станка [3,182];
- патроны токарные поводковые по ГОСТ2571-71[3,187-188];
- центры станочные вращающиеся по ГОСТ8742-75 [3,227];
- люнеты.
4.5 Выбор режущего инструмента (характеристика, материал, геометрия, ГОСТ)
Последовательность выбора шлифовального круга приведена в таблице 1.
Таблица 1.
| Последовательность выбора шлифовального круга | Источник выбора |
| Выбрать: | |
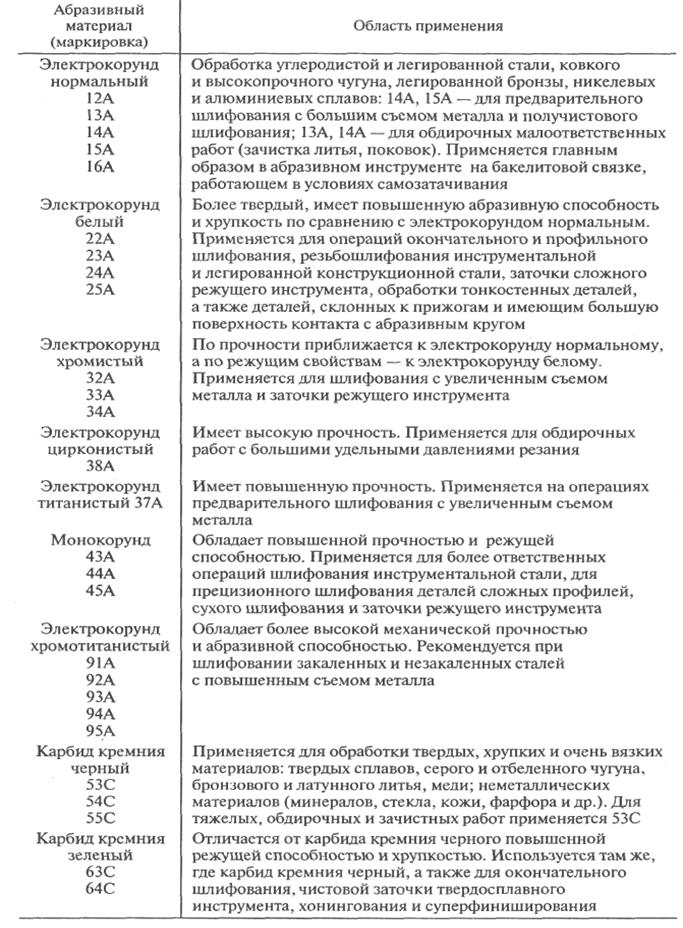
| 1) абразивный материал круга | Область применения абразивных материалов – Приложение 1 МУ |
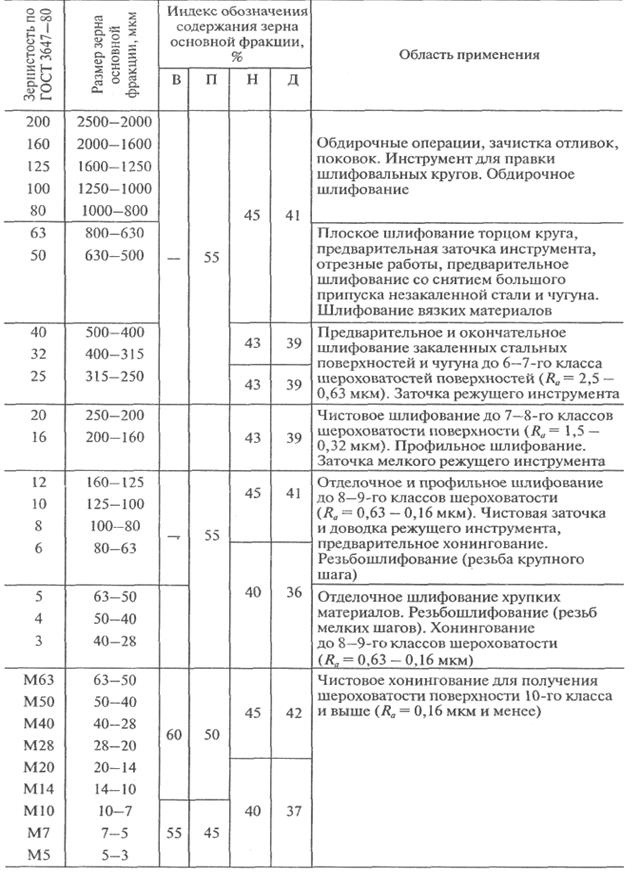
| 2) зернистость круга | Зернистость абразивных материалов – табл. 70 |
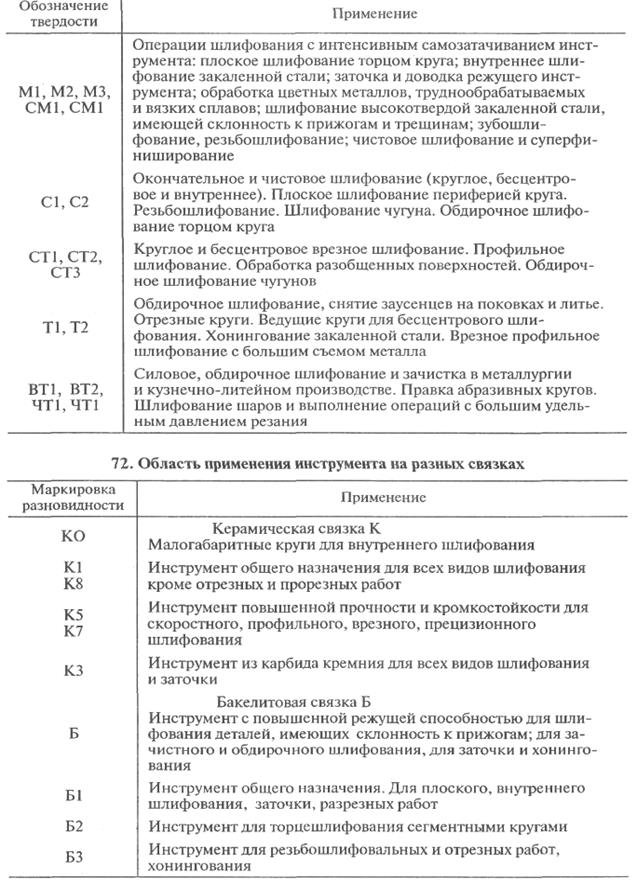
| 3) степень твердости круга | Применение абразивных кругов различной степени твердости – табл. 71 |
| 4) связку | Область применения инструмента на различных связках – табл. 72 |
| 5) структуру круга | Рекомендуемые номера структур кругов для различных видов шлифования – табл. 73 |
| 6) форму и размеры абразивного круга | Определяют по паспортным данным выбранного шлифовального станка и уточняют по ГОСТ 2424-83 [3,378-390] |
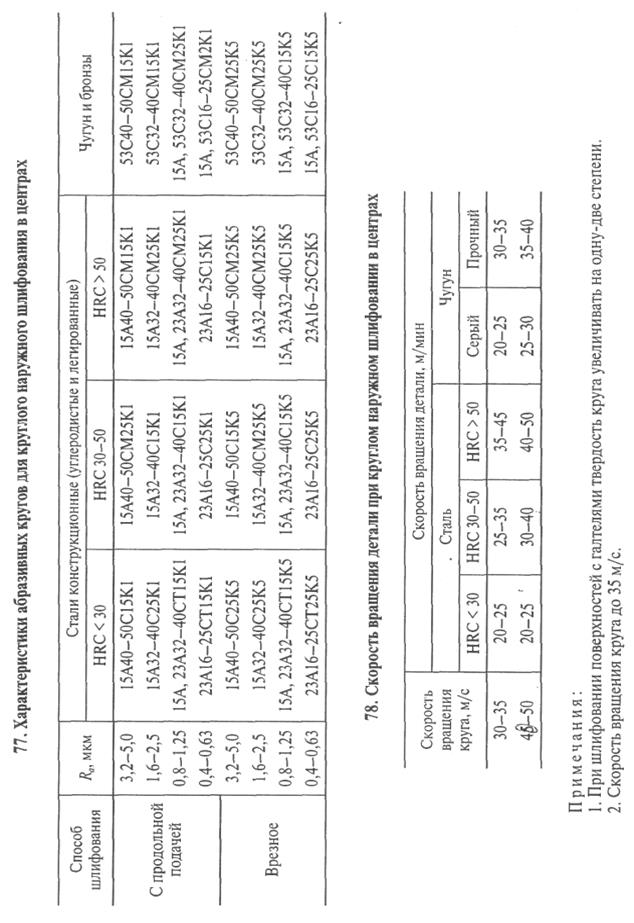
| Выбор характеристик круга для чернового и чистового шлифования | Характеристики абразивных кругов для чернового и чистового шлифования - табл. 77 |
| Пример записи шлифовального круга в тех.процессе: Круг 1.600 ∙80 ∙203 25А40СМ15К ГОСТ2424-83 Где: 1.-тип круга (прямого профиля); 600∙80 ∙203 размеры круга (диаметр круга, высота, диаметр отверстия); 25А-абразив (электрокорунд белый); 40-зернистость; СМ1-твердость(средне-мягкий); 5- структура; К- связка (керамическая. | |
4.6. Выбрать и рассчитать режимы резания.
Порядок расчета режимов резания приведен в таблице 2.
Таблица 2
| Последовательность расчета режимов резания | Формулы для расчета |
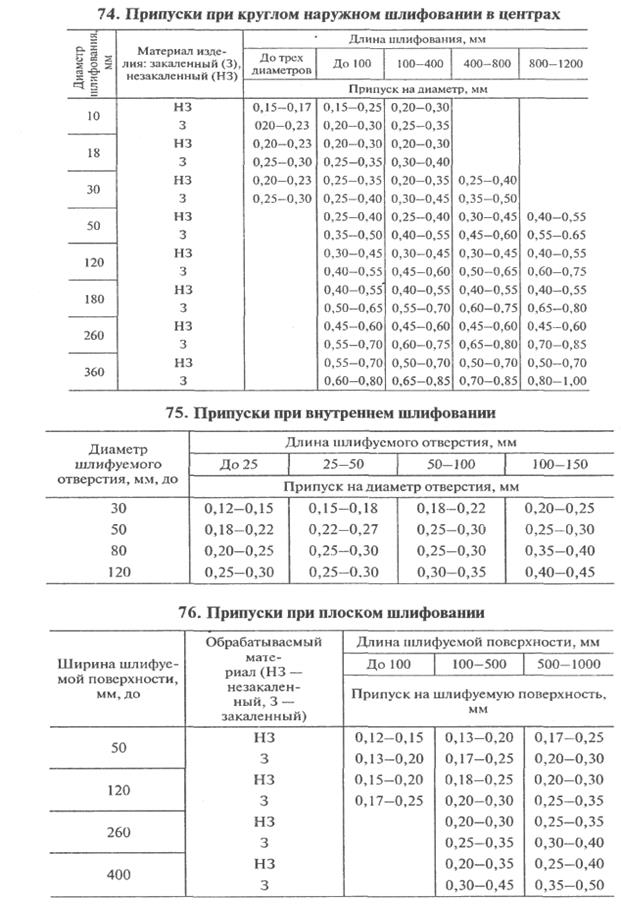
| 1. Определить припуск на шлифование | Припуски определяются по приложению 4 МУ Припуски (на диаметр) при круговом наружном шлифовании в центрах – табл. 74 Припуски (на диаметр) при внутреннем шлифовании – Табл. 75 Припуски (на сторону) при плоском шлифовании – табл. 76 |
| 2. Определить глубину резания : | Если чертежом детали предусмотрен 11-й квалитет точности (или более низкая точность) и шероховатость поверхности  40 — 40 —  2,5 и выше этого, то обработку ведут за одну операцию. При более высоких требованиях к точности и шероховатости поверхности обработку ведут в две операции шлифования — черновую и чистовую.
Припуски на черновое 2,5 и выше этого, то обработку ведут за одну операцию. При более высоких требованиях к точности и шероховатости поверхности обработку ведут в две операции шлифования — черновую и чистовую.
Припуски на черновое  и чистовое шлифование и чистовое шлифование  определяют по формулам: определяют по формулам:
  Где h – припуск на сторону, мм
Где h – припуск на сторону, мм
|
| 3. Скорость резания при шлифовании, м/с (скорость круга |  Где D – диаметр круга, мм; n – частота вращения круга.
Обе эти величины берут из паспорта станка.
Где D – диаметр круга, мм; n – частота вращения круга.
Обе эти величины берут из паспорта станка.
|
| 4. Скорость вращения обрабатываемой детали | Определяется по приложению 5 МУ, табл. 78 |
| 5. Частота вращения обрабатываемой детали | Определяется по формуле:
 Где
Где  - скорость вращения детали, м/мин; d – диаметр детали, мм - скорость вращения детали, м/мин; d – диаметр детали, мм
|
| 6. Продольная подача детали | Определяется по табл.79 приложения 6 МУ. |
| 7.Продольная подача на оборот детали | Определяется по формуле:
 Где
Где  - выбранная продольная подача, мм/мин; - выбранная продольная подача, мм/мин;  - частота вращения детали. - частота вращения детали.
|
| 8. Поперечная подача (глубина резания) абразивного круга (определяется для чернового и чистового шлифования) | Определяется по табл.79 приложения 6 МУ |
| 9. Поперечная подача при круглом наружном шлифовании (врезное шлифование) | Определяется по табл.80 приложения 6 МУ |
| 10. Уточнение подачи но паспортным данным шлифовального станка (из паспортных данных берут ближайшее значение) |

|
| 11. Мощность резания при круглом наружном шлифовании с продольной подачей, кВт | Определяется по формуле:
 где
где  — постоянный коэффициент; — постоянный коэффициент;  – глубина резания (поперечная подача), мм; – глубина резания (поперечная подача), мм;  – продольная подача на оборот изделия, мм/об; – продольная подача на оборот изделия, мм/об;  – частота вращения детали, м/мин; x , y , z – показатели степени.
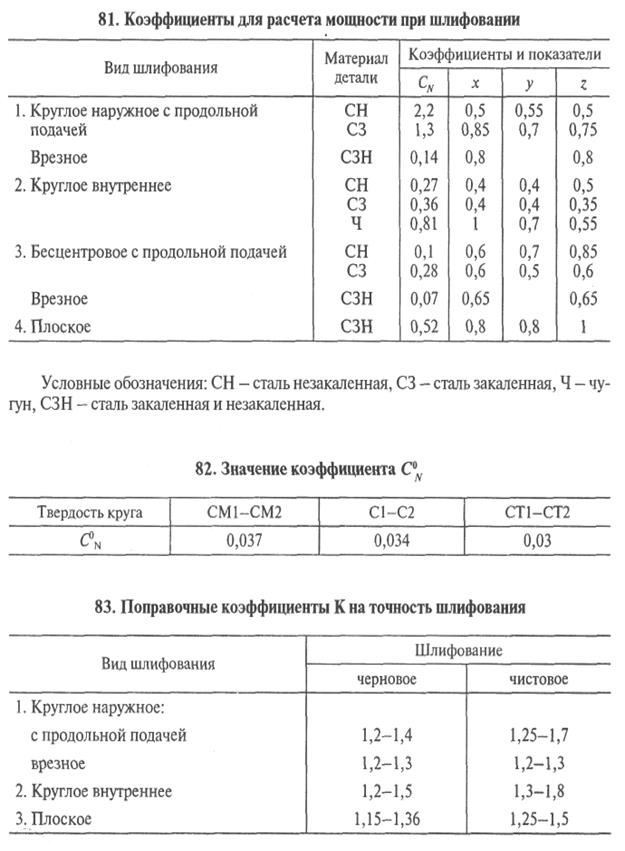
Значение постоянного коэффициента и показателей степени приведены в табл. 81 приложения 7 МУ – частота вращения детали, м/мин; x , y , z – показатели степени.
Значение постоянного коэффициента и показателей степени приведены в табл. 81 приложения 7 МУ
|
| 12. Проверка режима шлифования по мощности привода шлифовальной бабки | Определяется по формуле:
 Где
Где  - мощность резания, кВт; - мощность резания, кВт;  - мощность электродвигателя шлифовального станка, кВт; - мощность электродвигателя шлифовального станка, кВт;  - мощность на шпинделе станка, кВт; - мощность на шпинделе станка, кВт;  - КПД станка; - КПД станка;  = 0,8 = 0,8
|
| 13. Определить основное (машинное) время обработки: | . Определяется по формулам: |
| 13.1 Машинное время при круглом наружном и внутреннем шлифовании, мин | 
|
| 13.2 Машинное время при врезном круглом шлифовании, мин |  где L - расчетная длина продольного хода стола шлифовального станка, мм (при шлифовании с выходом круга в обе стороны L = l ( l — длима обрабатываемого участка детали, мм); при выходе круга в одну сторону L = l - 0,5B, при шлифовании без выхода круга L = l – B (где В — высота круга, мм);
где L - расчетная длина продольного хода стола шлифовального станка, мм (при шлифовании с выходом круга в обе стороны L = l ( l — длима обрабатываемого участка детали, мм); при выходе круга в одну сторону L = l - 0,5B, при шлифовании без выхода круга L = l – B (где В — высота круга, мм);  — продольная подача детали, мм/мин; — продольная подача детали, мм/мин;  - поперечная подача абразивного круга, мм/мин; h - припуск на обработку детали на сторону, мм; t — глубина резания (поперечная подача), мм; K - коэффициент, учитывающий точность шлифования и износ круга (табл. 8З) приложения 7 МУ - поперечная подача абразивного круга, мм/мин; h - припуск на обработку детали на сторону, мм; t — глубина резания (поперечная подача), мм; K - коэффициент, учитывающий точность шлифования и износ круга (табл. 8З) приложения 7 МУ
|
4.6. Определить нормы времени.
В данном разделе необходимо определить время, затрачиваемое на операцию. Для условий единичного и серийного производства определяется штучно-калькуляционное (Тш.к) время, для массового и крупно-серийного производства штучное время (Тшт), в минутах.
Тш.к = Тшт+  , (7)
, (7)
Тшт=То+Тв+Тобс+Тп , (8)
где Тп.з –подготовительно-заключительное время, мин, на партию запуска заготовок в производство nз, шт.;
То - основное (технологическое) время;
Тв - вспомогательное время;
Тобс- время обслуживания рабочего места;
Тп - время перерывов в работе.
Основное время обработки (То) определяется расчетом после установления режимов резания по формуле для каждого перехода(табл.2 пункт 13).
Основное время на операцию определяется как сумма времени по основным переходам.
То =  ,
,
Вспомогательное время Тв определяют по формуле
Тв=Тус+Тпер+Тизм , (14)
где Тус – время установки и снятия заготовки (Приложение 8 МУ табл.14);
Тпер- время, связанное с выполнением перехода (или операции)
(Приложение 8 МУ табл.15);
Тизм- время на измерения(Приложение 10 МУ табл.14.
Сумму основного и вспомогательного времени называют оперативным временем Топ. Время на обслуживание рабочего места Тобс и время перерывов в работе Тп обычно берется в процентах от оперативного времени. Для шлифовальных станков Тобс + Тп составляет 9% от Топ.
4.7. Заполнить операционную карту по правилам ЕСТД
4.8. Заполнить карту эскизов по правилам ЕСТД.
5. Содержание отчета
5.1. Выбор технологической оснастки.
5.2. Определение последовательности вспомогательных и технологических переходов.
5.3. Расчет режимов резания.
5.4. Расчет нормы времени.
5.5. Заполненные стандартные бланки технологической документации.
Примечание:
1.Выполнение работы рассчитано на 1занятие (2 часа)
2. Оформление отчета и карты эскиза выполняется самостоятельно внеаудиторно.
Вопросы для контроля
1. Типы шлифовальных станков и их шазначение.
2. Точность, достигаемая при шлифовании
3. Приспособления, применяемые на шлифовальных станках.
4. Правила выбора шлифовальных кругов.
5. Порядок и особенности расчета режимов резания при шлифовании.
6. Что называется штучным и штучно-калькуляционным временем?
7. Как определяется штучное время на технологическую операцию?
8. Как определяется штучно-калькуляционное время на технологическую операцию?
9. Что такое норма времени и норма выработки?
10. Правила оформления КЭ И ОК технологического процесса.
Литература
1Технология машиностроения: В2кн. Кн.2. Производство деталей машин: Учеб. пособ. для вузов/Э.Л.Жуков, И.И.Козарь, С.Л. Мурашкин и др.; Под ред. С.Л. Мурашкина.-М.: Высш.шк., 2005.-295 с.: ил.
2. Седель О.Я. Техническое нормирование: пособие / О.Я. Седель. Минск:: Новое знание,2008.-202 с.:ил.
3 Обработка металлов резанием: Справочник технолога/ А.А.Панов., В.В.Аникин, Н.Г.Бойм. и др.: Под общей ред. А.А.Панова. - М.: Машиностроение 2004.-756 с.
4Общемашиностроительные нормативы времени: вспомогательного, на обслуживание рабочего места и подготовительно-заключительного для технического нормирования станочных работ. Серийное производство. Изд.2-е - М: Машиностроение , 1980. 421с.
Приложение 1
Область применения абразивных материалов
Приложение 2
Зернистость абразивных материалов
Приложение 3(Лист1, листов 2)
Область применения абразивных кругов разной степени твердости
Приложение 3(Лист2, листов 2)
Область применения абразивных кругов разной степени твердости
 |
примение
Приложение 4
Припуски при шлифовании
Приложение 5
|
|
Приложение 6
 |
Режимы резания
Приложение 7
Приложение 7
|
|
 |
Приложение 8.
 |
Приложение 9
Приложение 10
Вспомогательное время на измерения
 |
|
из
5.00
|
Обсуждение в статье: Выбрать приспособление для установки и зажима детали. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы