 |
Главная |


Номер программы / имя программы.
|
из
5.00
|
Введение в программирование
Программирование системы ЧПУ "Fanuc" включает в себя последовательное изучение операций, необходимых для производства детали при помощи установленной технологии.
Приоритет операций (определенный или программистом, или технологом) затем записывается в формате, который может быть воспринят устройством ЧПУ. Такой формат программирования называется "адрес параметра"'
Каждый "параметр" представляет собой законченную команду, которая определяет выполнение системой ЧПУ определенной операции, например, команда S1000 М4 устанавливает вращение шпинделя по часовой стрелке (М4) со скоростью 1000 об/мин (S1000).
В одной строке можно задавать несколько "параметров", что уменьшает количество шагов программы, необходимых для выполнения операций по обработке.
Каждый параметр имеет свой собственный "буквенный" адрес, за которым следует его значение, например, S1000. Значение должно лежать в пределах программируемого диапазона. Эти ''параметры", расположенные в одной строке, составляют "программный блок" (строку программы).
Последовательный список "программных блоков" образует «УП».
КомандыУП станка контролируют все функции обработки, включая: Позиционирование подвижных органов станка.
Выбор скорости подачи.
Установка направления и частоты вращения шпинделя.
Индексация револьверной головки.
Контроль вспомогательного оборудования.
Деталь обрабатывается посредством последовательного выполнения строк программы. Использование автоматического цикла позволяет с помощью одного блока выполнять несколько операций, что уменьшает затраченные на программирование усилия.
Подготовка к написанию УП
До написания УП нужно изучить чертеж детали для установления следующего:
Требуемая заготовка.

Операции и метод изготовления, включая метод фиксации (кулачки / планшайба / оправка) и метод поддержки, если это необходимо (задняя бабка / люнет).

Требуемый инструмент
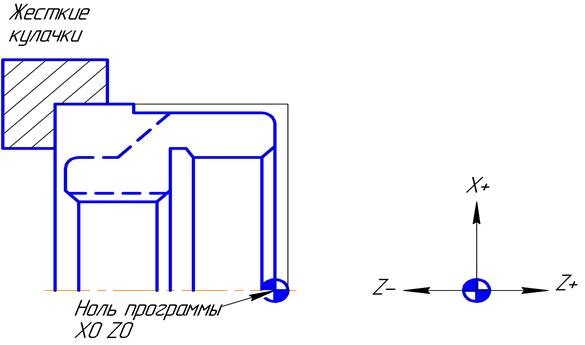
После определения необходимых операций, метода изготовления и требуемого инструмента, нужно наложить систему координат программы на чертеж детали, как показано ниже:
 После установки на чертеже программного нуля можно начинать писать УП обработки деталей. До начала ее выполнения все соответствующие инструменты должны быть загружены и коррекции на инструмент должны быть введены. Далее нужно наложить систему координат обрабатываемой детали на станок, как показано ниже:
После установки на чертеже программного нуля можно начинать писать УП обработки деталей. До начала ее выполнения все соответствующие инструменты должны быть загружены и коррекции на инструмент должны быть введены. Далее нужно наложить систему координат обрабатываемой детали на станок, как показано ниже:

G и М коды.
Любой программный блок (строка программы) может содержать G – коды, принадлежащие к различным группам. Если G – коды из одной группы специфицированы в одной строке программы, выполняется последний по порядку G – код. Если G – код группы 01 запрограммирован в одной строке с фиксированным циклом обработки деталей, этот цикл отменяется. Строка программы также может содержать несколько совместимых М – кодов. Все G – коды, за исключением однократных, являются модальными.
Модальные коды
Модальные коды действуют до тех пор, пока не будет введен другой код из той же группы, например, G0 (перемещение на холостом ходу).
Однократные G – коды
Однократные G – коды действуют только в том программном блоке, в котором они запрограммированы, например, G4 (выдержка времени).
Начало кадра
Некоторые М – коды активируются до начала перемещения по любой координате, например, M8 (включение подачи СОЖ).
Конец кадра
Некоторые М – коды активируются после прекращения перемещения по любой координате, например, М5 (остановка вращения шпинделя, прекращение подачи СОЖ)
G-коды для системы ЧПУ FANUC – 0i Model D
(Т серия) двухкоординатный станок.
| Группа | G-код | ||
Функция
01
позиционирование
линейная интерполяция
круговая интерполяция (по часовой стрелке)
круговая интерполяция (против часовой стрелки)
00
выдержка времени
точный останов
настройка данных
отмена режима настройки данных
06
ввод данных в дюймовой системе
 G21
G21
ввод данных в метрической системе
04
 G22
G22
включение функции проверки запрограммированного хода
отключение функции проверки запрограммированного хода
00
проверка возврата на ноль
возврат на ноль
возврат ко второй исходной точке
функция пропуска фрагмента
01
нарезание резьбы
нарезание резьбы переменного шага
автоматическая коррекция на инструмент ось Z
G40
G41
G42
G50
14
G54
G55
G56
G57
G58
G59
G65
G66
G67
G68
G69
G70
G71
G72
G73
G74
G75
G76
G90
G92
G94
G96
G97
G98
G99
