 |
Главная |


Допуски резьбовых калибров
|
из
5.00
|
Расположение полей допусков среднего диаметра калибров для контроля внутренней резьбы по ГОСТ 16093-81 должно соответствовать указанному на рис. 32, наружной резьбы – на рис. 38.
Допуски и величины, определяющие положение полей допусков и предел износа резьбовых калибров, должны соответствовать указанным в табл 54.
Таблица 54
Допуски резьбовых калибров ГОСТ 24997-81
| Допуск среднего диаметра Т d | TR | TpL | ZR | ZpL | WGO | WNG | |||
| Калибр | Калибр | ||||||||
| Кольцо | Пробка | Кольцо | Пробка | ||||||
| мкм | |||||||||
| Св.24 до 50 Св. 50 до 80 Св. 80 до 125 Св. 125 до 200 Св. 200 до 315 Св. 315 до 500 Св. 500 до 710 Св. 710 до 900 | 8 10 14 18 23 30 38 48 | 6 7 9 11 14 18 22 28 | –4 –2 2 8 12 20 28 38 | 0 2 6 12 16 24 32 42 | 10,0 12,0 16,0 21,0 25,5 33,0 41,0 50,0 | 8,0 9,5 12,5 17,5 21,0 27,0 33,0 40,0 | 7,0 9,0 12,0 15,0 19,5 25,0 31,0 38,0 | 6,0 7,5 9,5 11,5 15,0 19,0 23,0 28,0 | |
 , TD
, TD 
Примечание. С целью ограничения числа проходных калибров для одного и того же размера резьбы с одинаковым основным отклонением среднего диаметра рекомендуется изготовлять их для резьбы 4 и 5-й степеней точности по 4-й степени точности; 6, 7 и 8-й степеней точности – по 6-й степени точности; 9 и 10-й степеней точности – по 9-й степени точности.
Предельные отклонения угла наклона боковой стороны профиля резьбы калибров должны соответствовать ±  или ±
или ±  (рис. 28 – 31).
(рис. 28 – 31).
Значения и для резьбы 3 – 10 степеней точности приведены
в табл. 55.
Таблица 55
Допуск половины угла профиля резьбы в зависимости от шага
| Р, мм | 0,80 | 1,00 | 1,25 | 1,50 | 1,75 | 2,00 | 2,50 | 3,00 | 3,50 | 4,00 |
|
| 16 | 15 | 13 | 12 | 11 | 10 | 10 | 9 | 9 | 8 |
|
| 16 | 16 | 16 | 16 | 16 | 14 | 14 | 13 | 12 | 11 |
Примечание. Отклонения половины угла профиля даны в минутах.
Допуск шага резьбы калибров Тр для резьб 3 – 10-й степеней точности должен соответствовать указанному в табл. 56.
Таблица 56
Допуск шага резьбы
| Длина резьбы рабочей части калибров, мм | До 12 | Св. 12 до 32 | Св. 32 до 50 | Св. 50 до 80 |
| Тр | ±4 | ±5 | ±6 | ±7 |
Примечание: Значение Тр относиться к расстоянию между любыми витками резьбы калибра. Допуск шага резьбы Тр в минутах.
Вопросы для контроля:
1. Значение среднего диаметра резьбы, увеличенное для наружной резьбы или уменьшенное для внутренней резьбы на суммарную диаметральную компенсацию отклонений шага и угла наклона боковой стороны профиля, называется…
2. Основным параметром резьбового соединения является…
3. Допуск среднего диаметра резьбы не менее…
4. Применяют посадки с натягом в резьбовых соединениях когда…
5. Предпочтительным соединением крепежных резьб по среднему диаметру является посадка...
6. Переходные посадки при одновременном дополнительном закли-нивании шпилек…
7 . В обозначении резьбового соединения М12 – 2Н5D/2r по различным диаметрам установлены следующие посадки.
8. Резьбовые калибры пробки Р-НЕ и Р-ПР по внешнему виду отличаются тем, что…
9. Погрешности параметров резьбы…
10. Дифференцированный метод контроля резьбы заключается…
11. Для контроля резьбы М16– 6g целесообразно воспользоваться…
12. Для контроля калибра- пробки М16´1– 6h целесообразно восполь-зоваться…
13. Контроль среднего диаметра наружной резьбы производиться…
14. Погрешность, при наличии разности средних диаметров, полученная за счет уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра гайки называется…
15. Свинчиваемость резьбовых деталей будет обеспечена…
11. Зубчатые передачи. Нормирование точности передач
Зубчатые колеса изготавливают из углеродистых сталей марок 40, 45, 50Г и легированных сталей марок 40Х, 45Х, 40ХН, 12ХН3А, 18ХГТ, 38Х2МЮА и др. Выбор материала зубчатых колес обусловлен необходимостью обеспечения контактной и изгибной прочности зубьев, назначением передачи и условиями ее работы. Поверхности зубьев колес подвергают различным видам термической обработки, поверхностной закалке, цементации, азотированию.
По эксплуатационному назначению зубчатые передачи делятся на четыре группы: отсчетные, скоростные, силовые и общего назначения,[7].
Котсчетным относятся зубчатые передачи измерительных приборов, дели-
тельных механизмов и основным требованием для них является высокая кинематическая точность.
Скоростными являются зубчатые передачи турбинных редукторов, двигателей турбовинтовых самолетов, такие передачи должны работать без вибраций и шума, и их основной показатель работоспособности – плавность работы, которая достигается высокой точностью изготовления формы и взаимного расположения зубьев колеса.
Ксиловым передачам относятся: зубчатые передачи, передающие значительные крутящие моменты и работающие при малых числах оборотов, это передача прокатных станов, подъемно-транспортных механизмов. Колеса для таких передач изготавливают с большим модулем. Основное точностное требование к ним – обеспечение более полного использования активных боковых поверхностей зубьев и получение наибольшего пятна контакта зубьев.
Передачи общего назначения передают малые нагрузки при невысоких окружных скоростях к ним не предъявляют повышенных требований по точности. Зубчатые передачи должны обладать большой долговечностью и надежностью в эксплуатации.
Точностные требования к колесам, по ГОСТ 1643–81, устанавливаются исходя из назначения и основных эксплуатационных показателей колес.
11.1. Передачи с цилиндрическими зубчатыми колесами
Согласно ГОСТ 1643-81 для цилиндрических зубчатых колес устанавливается двенадцать степеней точности 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12. Для степеней точности 1 и 2 отклонения не регламентируются (они предусмотрены для будущего развития).
Для каждой степени точности зубчатых колес устанавливаются независимые нормы допускаемых отклонений параметров определяющих нормы: кинематической точности колес и передачи, плавности работы и полноты контакта зубьев. Независимо от степени точности устанавливают нормы бокового зазора, которые предусматривают шесть видов сопряжения зубчатых колес – А, В, С, D, Е, Н.
В данном примере рассматривается зубчатое колесо (рис. 4.43, таблица 4.15) с модулем m = 3; числом зубьев z = 60; степенью точности 8-7-7-В.
Таблица 4.15
Параметры контролируемого цилиндрического колеса
| Модуль | m | 3 |
|
| Число зубьев | z | 60 | |
| Нормальный исходный контур | – | ГОСТ 13755-68 | |
| Коэффициент смещения | x | 0 | |
| Степень точности по ГОСТ 1643-81 | – | 8-7-7- В | |
| Диаметр делительной окружности | d | 180 | |
| Длина общей нормали | W | 60,087 
| |
| Толщина зуба по постоянной корке | Sc | 4,161 
| |
| Высота зуба до постоянной хорды | hc | 2,243 
| |
| Шаг зацепления | fp | 9,425 
| |
| Колебания межосевого расстояния | 
| 0,09 | |
| Колебание измерительного меж-осевого расстояния на одном зубе | 
| 0,024 | |
| Суммарное пятно контакта | % | по высоте не менее 45 по длине не менее 60 | |
| Гарантированный боковой зазор | ј n min | 0,16 | |
| Погрешность направления зуба | F b | 0,12 |
Здесь 8 – степень точности по нормам кинематической точности; 7 – степень точности по нормам плавности; 7 – степень точности по нормам контакта; В – вид сопряжения; b – вид допуска на боковой зазор; III – класс отклонения межосевого расстояния. Если степень точности не нормируется, то вместо нее вводится обозначение N.
Например: условное обозначение зубчатой передачи 8–N–7–Ch .
Здесь 8 – степень кинематической точности, N – плавность работы не нормируется ,7 – степень точности на контакт зубьев, С– вид сопряжения, h – вид допуска на боковой зазор.
Условное обозначение точности зубчатой передачи 7D ГОСТ 1643-81 означает – 7-ю степень точности по всем нормам точности с видом сопряжения по D.

Рис. 4.43. Цилиндрическое зубчатое колесо
Стандартами установлено шесть классов отклонений межосевого расстояния, обозначаемых римскими цифрами от I до VI (VI соответствует самой низкой точности).
Сопряжением H и Е соответствует II класс отклонений межосевого расстояния, сопряжением D, C, B и A – III, IV, V и VI соответственно, I класс зарезервирован для очень точных колес.
Гарантированный боковой зазор в каждом сопряжении обеспечивается при соблюдении предусмотренных классов отклонений межцентрового расстояния:
Вид сопряжения H Е D C B A
Вид допуска h h d c b a
Класс точности
межосевого расстояния I II III IV V VI
Для степеней точности 3–7 3–7 3–8 3–9 3–11 3–12
C увеличением в сопряжении гарантированного бокового зазора предусмотрен возрастающий по величине одноименно обозначаемый допуск (кроме сопряжения Е).
10.2 Нормы кинематической точности
Комплексным показателем норм кинематической точности является кинематическая погрешность  в пределах одного оборота колеса.
в пределах одного оборота колеса.
Составляющими комплексного показателя кинематической погрешности являются пять показателей: погрешность обката – Fc ; накопленная погрешность шага – Fp; радиальное биение зубчатого венца – Fr; колебания межосевого расстояния за полный оборот колеса – ; колебания длины общей нормали – VW.
10.3 Нормы плавности работы зубчатых передач
Комплексным показателем норм плавности работы зубчатых передач является циклическая погрешность  – часть кинематической погрешности.
– часть кинематической погрешности.
Составляющими комплексного показателя плавности работы зубчатых колес являются четыре показателя: колебания измерительного межосевого расстояния на одном зубе – ; погрешность шага зацепления – t р; погрешность шага зацепления при повороте на один угловой шаг – tb; погрешность профиля зуба колеса – ff.
10.4 Нормы полноты контакта зубьев зубчатых передач
Комплексным показателем норм полноты контакта зубьев является пятно контакта, измеряемое в процентах по ширине и по высоте зуба.
Суммарным пятном контакта называют часть активной боковой поверхности зуба, на которой располагаются следы прилегания его к зубьям парного колеса (следы приработки или краски) после вращения собранной передачи под нагрузкой, устанавливаемой в зависимости от эксплуатационных требований.
По ширине пятно контакта определяется  100%;
100%;
по высоте зуба  100%.
100%.
Составляющими показателями норм полноты контакта являются следующие показатели: погрешность направление зуба – F b; погрешность формы и расположения контактной линии – Fk; непараллельность осей валов – fx; прекос осей валов – fy .
10.5 Нормы бокового зазора зубчатых колес
Величины гарантированного бокового зазора и различных видов сопряжений зубчатых колес устанавливаются независимо от степени точности.
Боковой зазор – расстояние между нерабочими профилями зубьев зубчатых колес, находящихся в зацеплении (рис. 4.44).
Величина бокового зазора зависит от толщины зуба и ширины впадины зубчатого колеса. Показателями норм бокового зазора являются: смещение исходного контура колеса – ЕН; отклонение толщины зуба – SC; отклонение длины общей нормали – Е W .

Рис. 4.44. Боковой зазор в зацеплении
зубчатых колес
При расчете вида сопряжения зубчатой передачи необходимо учитывать материал зубчатых колес.
Устанавливается шесть видов сопряжений зубчатых колес в передаче (рис. 4.45).
Показателями, обеспечивающими гарантированный боковой зазор, для зуб-чатых колес являются: – длина общей нормали W и её допуск TWm или толщина зуба по постоянной хорде Sc и её допуск Ts.
Величина минимального гарантированного бокового зазора в передаче не зависит от точности изготовления зубчатых колес.

Рис. 4.45. Виды сопряжений и величины
гарантированных боковых зазоров
Боковой зазор в передаче необходим для предотвращения заклинивания зубьев вследствие их расширения при рабочей температуре, для размещения смазочного материала и обеспечения свободного вращения колес.
10.6 Контроль параметров зубчатых передач
10.6.1. Контроль колебания измерительного межцентрового расстояния за полный оборот колеса
При однопрофильном методе проверки зубчатых колес с целью определения их кинематической погрешности необходимо обеспечить установку расчетного номинального межцентрового расстояния с точностью порядка 0,1 мм. Приборы для однопрофильной проверки зубчатых колес обычно снабжаются приспособлением, которое позволяет установить проверяемое колесо на определенном расстоянии от измерительного.
Контроль кинематической точности реверсивных зубчатых колес должен производиться по обеим сторонам профиля зубьев.
Для контроля зубчатых колес по обеим сторонам профиля при определении кинематической точности зубчатого колеса используется прибор двухпрофильного контроля, предназначенный для комплексной проверки зубчатых колес обкаткой по измерительному колесу, здесь можно определить предельные колебания измерительного межцентрового расстояния за оборот колеса – показатель кинематической погрешности колеса (рис. 4.46).
| 1 |
| 3 |
| 2 |
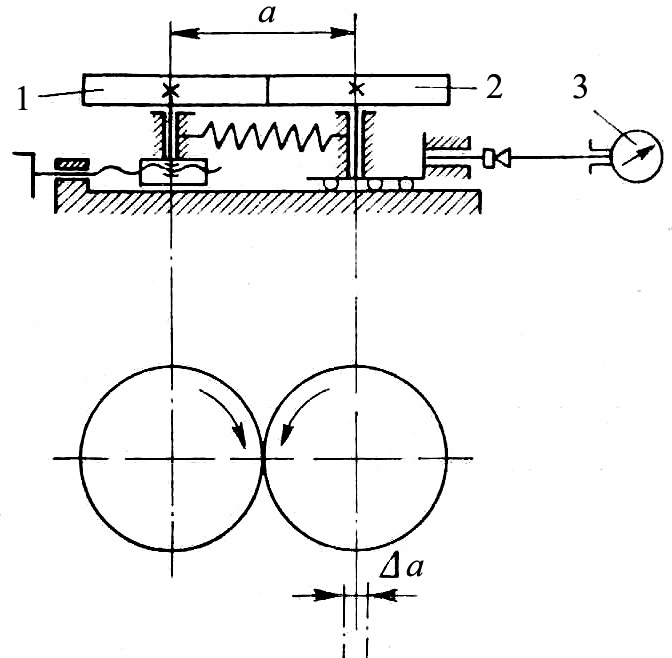
Рис. 4.46. Схема прибора для двухпрофильного
контроля зубчатых колес:
1 – колесо измерительное; 2 – колесо проверяемое;
3 – устройство, регистрирующее отклонения
4.10.2. Контроль радиального биения зубчатого колеса
Радиальное биение зубчатого венца определяется, в большинстве случаев, положением измерительного наконечника во впадинах между двумя зубьями при соприкосновении его с боковыми поверхностями зубьев. Измерительный наконечник выполняется в виде шарика или усеченного конуса с углом при вершине, равным 2a и выбирается по модулю колес. (рис. 4.47).
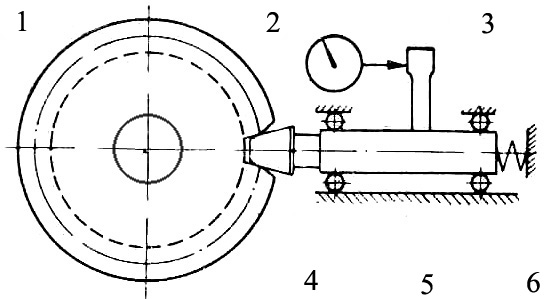
Рис. 4.47. Схема контроля радиального биения венца
зубчатого колеса
1 – проверяемое колесо, установленное на оправку;
2 – регистрирующее устройство радиального биения;
3 – подвижные салазки; 4 – измерительный наконечник
Контроль радиального биения зубчатого венца можно произвести индикатором (рис. 4.48), при этом зубчатое колесо 3 устанавливают на оправку 4 и закрепляют в центрах 5. Во впадину зубчатого колеса поочередно укладывается ролик 2. Индикатор 1 фиксирует отклонения.
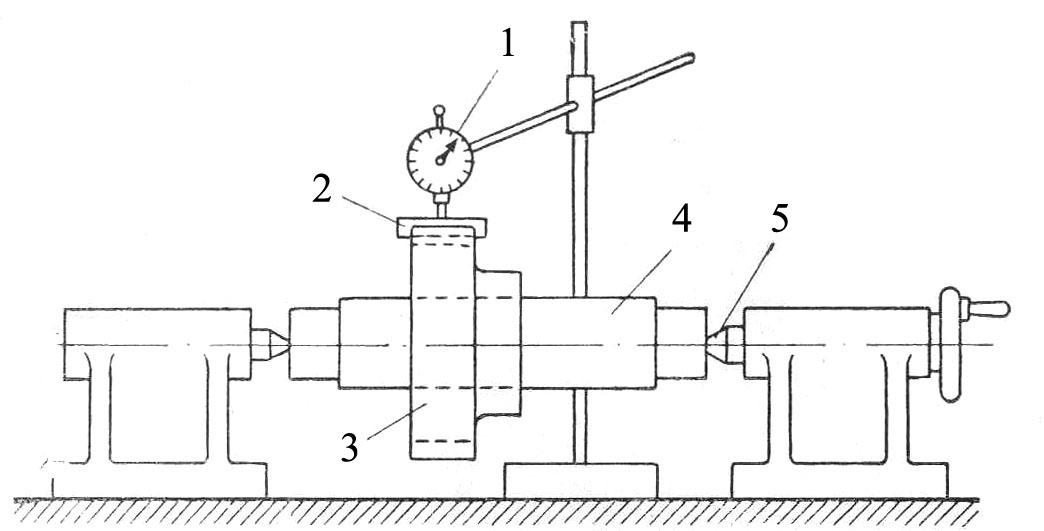
Рис. 4.48. Контроль радиального биения зубчатого венца с помощью ролика и индикатора
4.10.3. Контроль колебаний длины общей нормали
Длина общей нормали (рис. 4.49) – расстояние между двумя параллельными плоскостями, которые являются касательными к двум разноименным профилям (левому, правому) зубьев зубчатого колеса.
Количество зубьев, охватываемое длиной общей нормали, зависит от модуля и числа зубьев зубчатого колеса.

Рис. 4.49. Длина общей нормали
Длину общей нормали модно проверить обычным штангенциркулем при неточных измерениях. Для более точных измерений применяются специальные приборы зубомерный микрометр (рис. 4.50), и нормалемер (4.51) .
Измерение длины общей нормали W в одном и том же месте на колесе следует производить три раза, каждый раз покачивая микрометр и обкатывая измерительными плоскостями профили зубьев колеса. За действительный размер W в данном месте зубчатого колеса принимают средний из трех промеров.
| 3 |
| 2 |
| 1 |
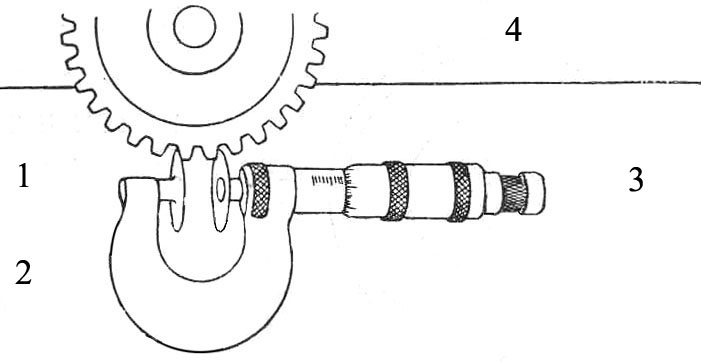
Рис. 4.50. Схема измерения длины общей
нормали зубомерным микрометром
Нормалемер (рис. 4.51.) представляет собой зубомерную индикаторную скобу, состоящую из пустотелой трубки 4, к концу которой крепится кронштейн с подвешенной на пружинном параллелограмме измерительной трубкой 7. перемещение губки через рычаг 9 передается индикатору 1.
| 9 |
| 5 |
| 7 |
| 6 |
| 8 |
| 1 |
| 2 |
| 3 |
| 4 |
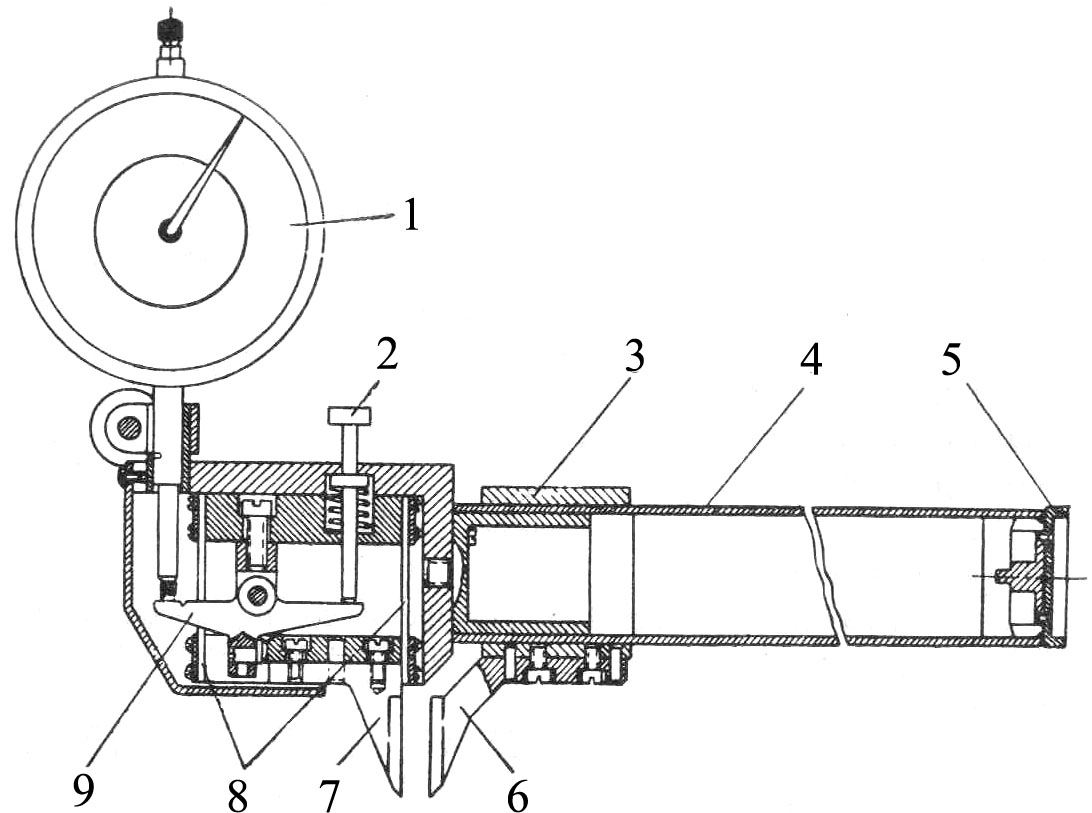
Рис. 4.51. Нормалемер
Для измерения длины общей нормали W зубчатого колеса нормалемер должен быть предварительно установлен по концевым мерам длины на расчетную величину W. При этом производится измерение отклонения длины общей нормали от расчетного значения.
Колебания длины общей нормали производится нормалемером, при этом контроль осуществляется измерением расчетного количества зубьев, соответствующих величине длины общей нормали последовательно перемещая губки нормалемера по делительному цилиндру при повороте на каждый зуб.
4.10.4. Контроль колебания измерительного межосевого расстояния
на одном зубе
Контроль колебания измерительного межосевого расстояния на одном зубе производится на приборах однопрофильного или двухпрофильного контроля (см. рис. 4.47). При определении колебания межосевого расстояния за полный оборот колеса выбирается наибольшее отклонение межосевого расстояния между двумя соседними зубьями это и будет колебание межосевого расстояния на одном зубе .
4.10.5. Контроль шага зацепления зубчатых колес
Накопленная погрешность шага зацепления Fp, отклонение шага зацепления от расчетного значения tp и разность шага зацепления в сравнении со средним шагом tb определяются с помощью шагомеров.
| б) |
| в) |
| а) |
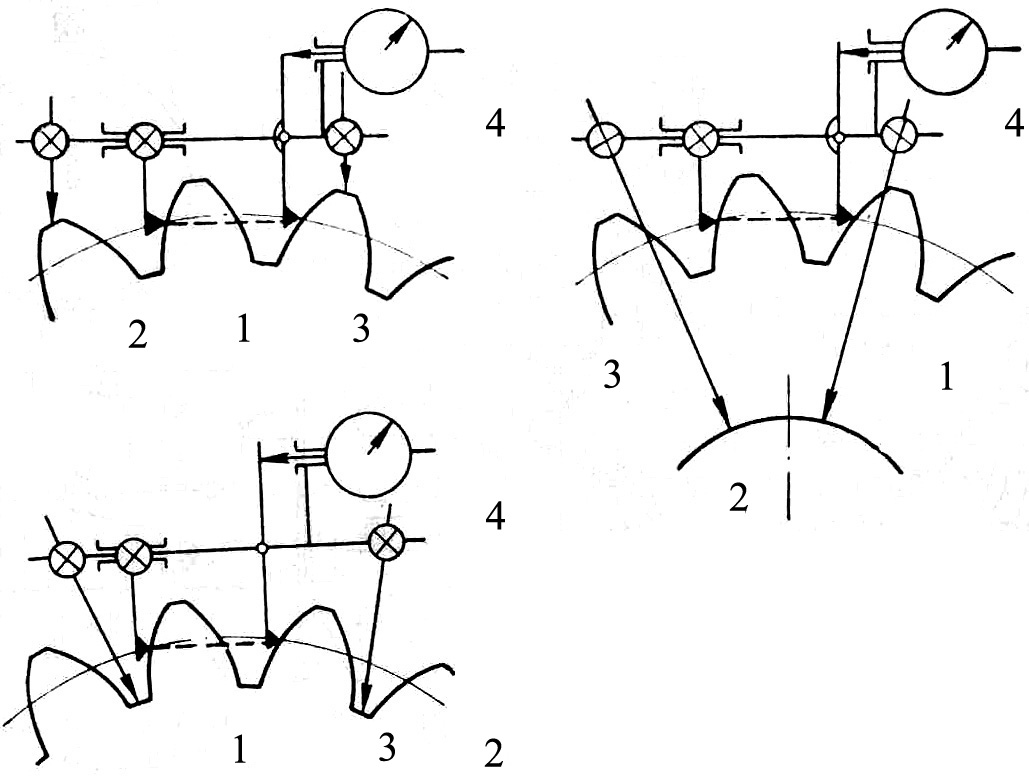
Рис. 4.52. Базы измерения при контроле шага зацепления шагомера:
а) диаметр окружности выступов зубчатого колеса; б) диаметр окружности впадин зубчатого колеса; в) посадочное отверстие зубчатого колеса
Для контроля накопленной погрешности шага зацепления Fp и шага зацепления при повороте на один угловой шаг tb применяются шагомеры , работающие по схемам, указанным на рис. 4.52. По методу измерения шагомеры для проверки постоянства шага зацепления в зубчатом колесе принадлежат к относительным измерительным приборам. Для установки прибора в качестве исходной величины используется шаг зацепления произвольно выбранной пары зубьев зубчатого колеса, подлежащего контролю, и с данным шагом сопоставляются все остальные шаги.
Для контроля шага зацепления tp шагомер предварительно настраивается на расчетный размер шага по концевым мерам длины и при относительном контроле определяется отклонение шага зацепления от его номинального значения.
Разность показаний прибора при последовательном измерении шагов колеса по всей окружности представляет собой неравномерность шага зацепления в сравнении с соседними шагами.
4.10.6. Контроль профиля зуба зубчатого колеса
Для проверки эвольвентного профиля зуба среднемодульных колес применяют специальные приборы – эвольвентомеры. Они относятся к сравнительным приборам, так как показывают отклонения действительного профиля от теоретического, воспроизводимого прибором.
Проверяемое зубчатое колесо 4 (рис. 4.53) вместе с диском 6, диаметр которого равен диаметру основной окружности зубчатого колеса, укрепляется на общей оси 5. С диском 6 приводится в соприкосновение линейка 1 с измерительным наконечником 2. Так как диск плотно прижат к линейке 1, то при поступательном перемещении последней по направлению стрелки диск вместе с проверяемым зубчатым колесом 4 будет вращаться (без скольжения), а измерительный наконечник 2, связанный с линейкой и перемещающийся вместе с ней, опишет правильную эвольвенту. Если боковая сторона профиля зуба, ощупываемая измерительным наконечником, выполнена точно по эвольвенте, регистрирующее устройство при движении линейки не покажет никакого отклонения, а самописец 3 прочертит прямую линию. Величина смещения наконечника, представляющая собой ошибку в проверяемом профиле, передается на регистрирующую часть прибора (индикатор или самописец).
| 6 |
| 3 |
| 2 |
| 4 |
| 1 |
| 5 |
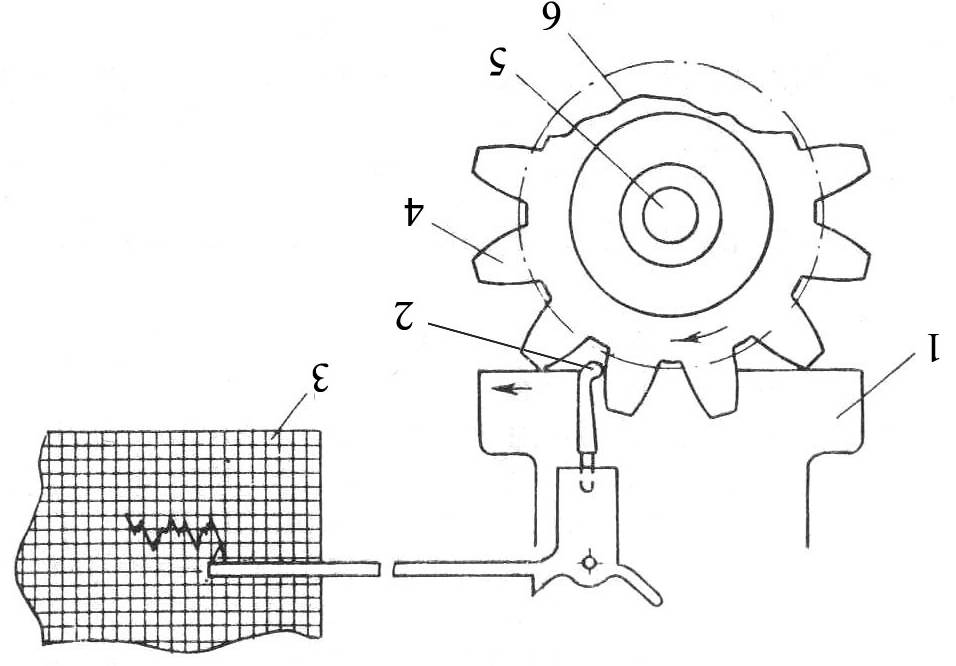
Рис. 4.53. Принципиальная схема работы эвольвентомеры
со сменными дисками обката
4.10.7. Контроль прямолинейности и направления контактной линии
Контроль норм полноты контакта заключается в том, что проверяемое зубчатое колесо сопрягается с измерительным, боковые поверхности зубьев которого покрывают тонким слоем краски (свинцовый сурик, турнбулевая синь, берлинская лазурь). При взаимной однопрофильной обкатке колес на боковых поверхностях проверяемого колеса, в местах сопряжения профилей, останутся следы краски. По этим отпечаткам судят о качестве контактной линии зубьев зубчатых колес и направлении зуба.
Контроль прямолинейности и направление контактной линии производится контактомером. Прилегание боковых поверхностей зубьев сопрягаемых колес должно быть проверено как по высоте зубьев, так и вдоль их длины.
Качество контакта сопрягаемых зубьев вдоль их длины у цилиндрических прямозубых колес устанавливается при контроле прямолинейности и параллельности направления образующих зубьев к оси колеса. У косозубых колес прилегание сопрягаемых поверхностей зубьев по длине их характеризуется погрешностью винтовой линии (отклонением направления зуба от требуемого угла наклона).
Для контроля прямолинейности и направления контактной линии косозубых цилиндрических колес служат контактомеры (рис.4.54). Эти приборы разделяются на накладные, предназначенные для контроля только прямолинейности контактной линии без проверки направления зуба и универсальные контактомеры, предназначенные для измерения контактной линии от прямолинейности и заданного направления.
| 5 |
| 4 |
| 3 |
| 1 |
| 2 |
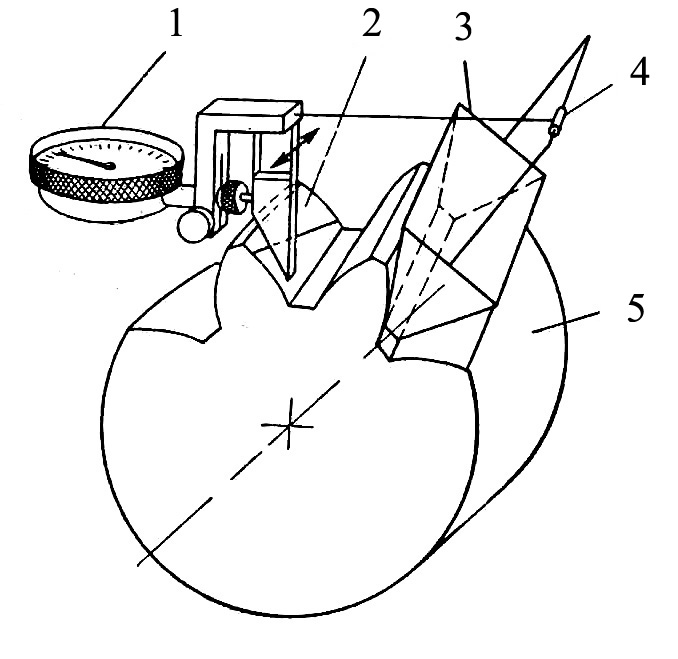
Рис. 4.54. Схема контроля прямолинейности
контактной линии
Базой измерения прибора является зубчатый венец проверяемого колеса 5, по впадинам которого устанавливается прикрепленная к корпусу прибора опорная призма 3, имеющая форму зуба прямобочной рейки с углом профиля 40°. Измерительный наконечник прибора 2 с прямолинейной измерительной поверхностью связан с салазками 4 через пружинный параллелограмм. При измерении прямолинейности зуба салазки прибора перемещают посредством реечной передачи вдоль контролируемого зуба, параллельно опорной призме, при этом непараллельность контактной линии вызывает смещения наконечника, фиксируемые индикатором 1.
4.10.8. Контроль отклонения направления зуба
Погрешность направление зуба F b цилиндрических прямозубых колес может быть проверено с помощью любого контрольного приспособления, в котором предусмотрена возможность перемещать измерительный узел параллельно оси центров.
Проверяемое колесо устанавливают торцом на плоскость плиты 2 (рис. 4.55) с упором впадины зуба в наконечник 5, закрепленный на ползуне 4. Ползун 4 перемещается по пазу кронштейна 3. Измерительный наконечник 9, входящий в ту же впадину зуба, соединен с поворотным рычагом 7 посредством двух пластинчатых пружин 8. Пружины создают жесткость системы наконечник-рычаг в тангенциальном направлении и обеспечивают возможность некоторого перемещения наконечника 9 относительно рычага в осевой плоскости, что уменьшает погрешность измерения. Рычаг 7 размещен на оси 1 в подвижной втулке 10, обеспечивающей регулировку положения рычага по высоте. Индикатор часового типа закреплен в державке 6 на втулке 10 и настраивается на нуль по эталонному колесу.
| 10 |
| 8 |
| 9 |
| 6 |
| 7 |
| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
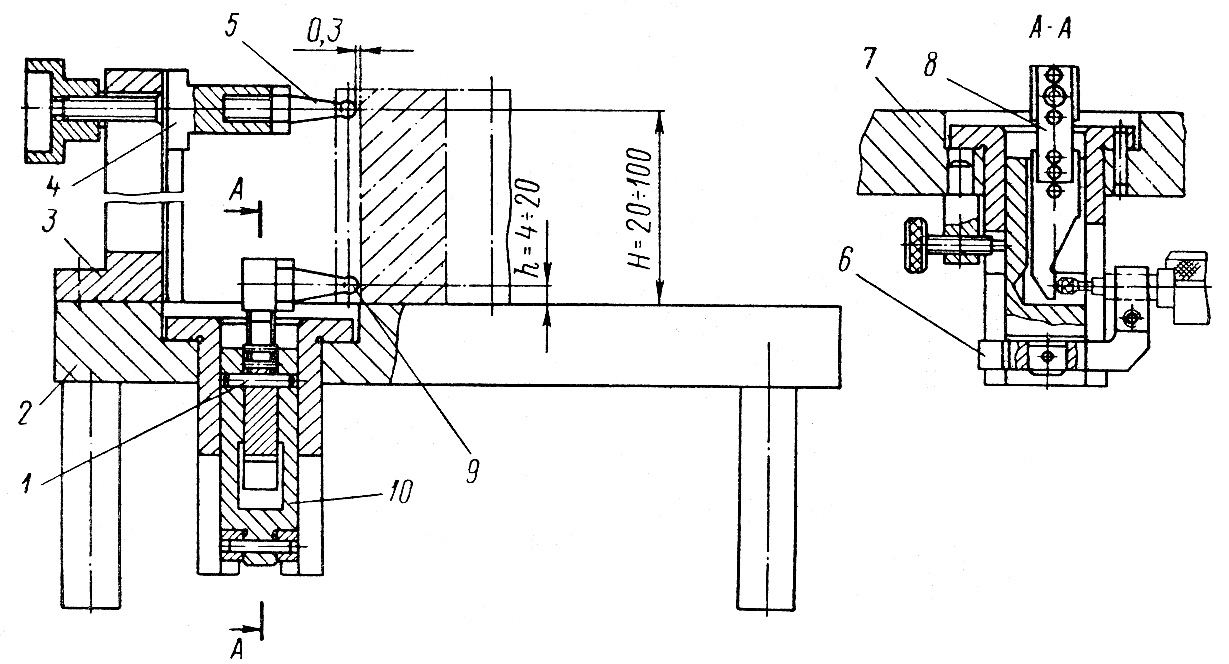
Рис. 4.55. Прибор для контроля направления зуба цилиндрических колес
4.10.9. Контроль отклонений от параллельности и перекоса осей валов
Отклонения от параллельности и перекоса осей валов определяются в линейных единицах на длине, равной рабочей ширине винца зубчатого колеса при проектировании рабочих осей зубчатых колес на плоскость x (непараллельность осей fx) и на плоскость y (перекос осей fy), проходящую через одну из осей и перпендикулярную плоскости, в которой лежит эта ось.
4.10.10. Контроль норм бокового зазора
Годность зубчатых передач по боковому зазору можно определить измерени-ем толщины зуба по постоянной хорде, длины общей нормали.
Боковой зазор определяют в сечении, перпендикулярном к направлению зубьев, в плоскости касательной к основным цилиндрам (см. рис 4.44).
Стандартом установлен наименьший гарантированный зазор jnmin, величина которого не зависит от степени точности колеса, а определяется условиями работы передачи: скоростью, нагревом, смазкой.
Гарантированный боковой зазор в передаче обеспечивается при изготовлении зубчатых колес путем дополнительного смещения зуборезного инструмента к центру нарезаемого колеса.
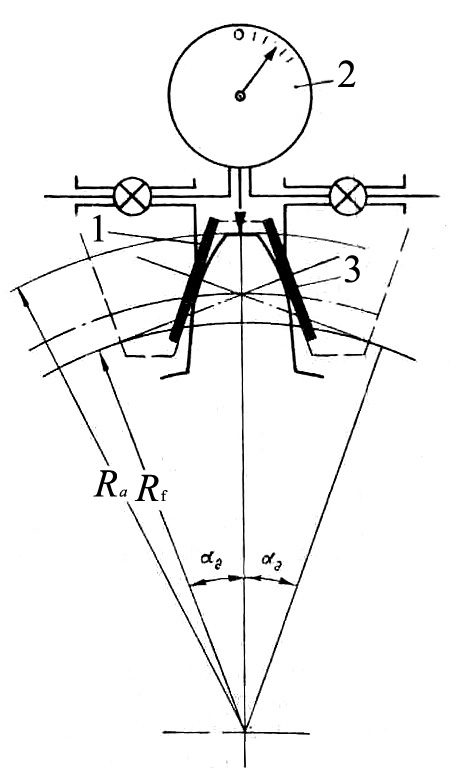
Рис. 4.56. Схема измерения смещения исходного
контура тангенциальным зубомером
Для определения смещения исходного контура зубчатого венца цилиндрических прямозубых и косозубых колес применяются тангенциальные зубомеры. Принцип измерения этого параметра с помощью зубомеров основан на свойствах зацепления зубчатого колеса с рейкой исходного контура. В связи с этим измерительные плоскости тангенциального зубомера выполнены в виде опорной призмы с углом 2a, то есть 40°, образованной губками 1 и 3 (рис. 4.56).
Базой измерения для тангенциальных зубомеров обычно служит окружность выступов проверяемого колеса, относительно которой определяется положение исходного контура.
Для определения величины радиального смещения исходного контура тангенциальный зубомер снабжен индикатором 2, ось стержня которого является биссектрисой угла призмы. Так как боковые поверхности тангенциального зубомера представляют собой профиль зубчатой рейки, то при наложении зубомера (после предварительной установки по образцу) на зуб проверяемого колеса точки контакта будут располагаться на линиях зацепления точно так же, как при беззазорном зацеплении рейки с колесом (рис. 4.57, а, б).
Тангенциальный зубомер (рис. 4.57, в) состоит из корпуса 4, к которому прикреплена цанга 5 для установки индикатора 6 с удлиненным наконечником 3. Измерительные губки 1 и 2 прибора приводятся в движение общим винтом 4 с правой и левой резьбой. Это дает возможность передвигать обе губки в противоположные стороны одновременно. Передвижение губок производится поворотом головки винта. В нужном положении губки фиксируются стопорами.
Тангенциальный зубомер является относительным измерительным прибором. Предварительная установка тангенциального зубомера производится по установочному образцу 7, в качестве которого обычно применяются калиброванные ролики определенного диаметра.
При установке тангенциального зубомера по ролику нужный для этого диаметр dp ролика определяется по формуле
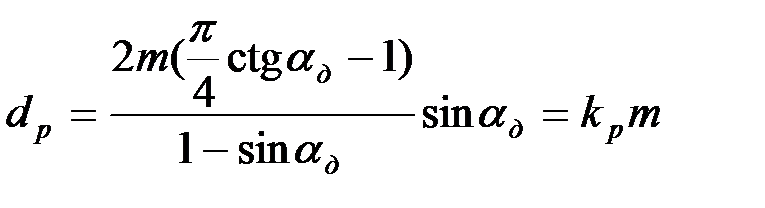 , мм,
, мм,
где kp – коэффициент, зависящий от  .
.
Для = 20° k = 1,2037. В этом случае dp = 1,2037m.
Диаметр установочного ролика зависит лишь от модуля и угла исходного контура, но не зависит от числа зубьев проверяемого колеса.
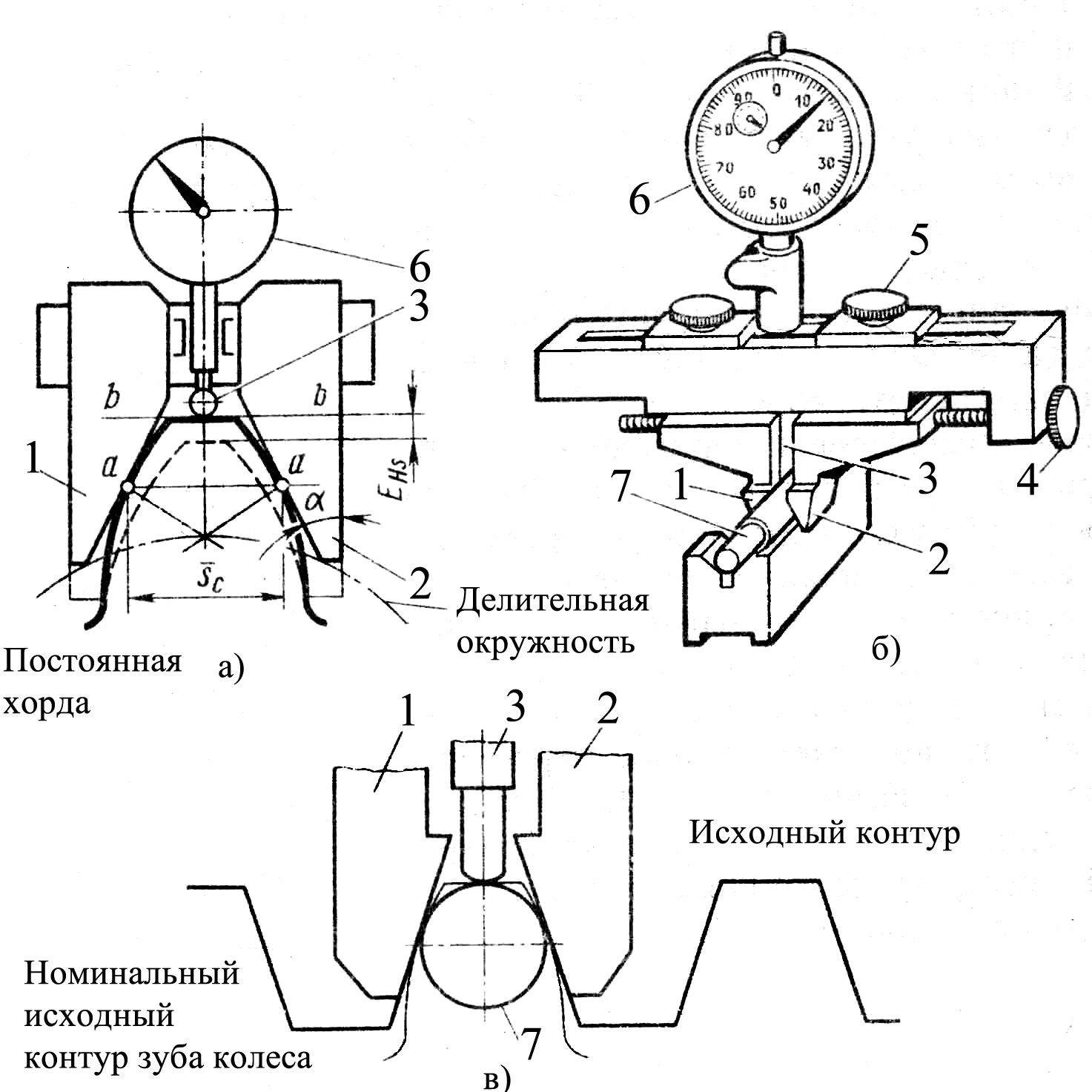
Рис. 4.57. Тангенциальный зубомер:
а) схема измерения; б) общий вид; в) схема настройки
4.10.11. Контроль толщины зуба
Контроль отклонений толщины зуба по постоянной хорде Sc и высоты зуба до постоянной хорды hc осуществляется тангенциальным зубомером (рис. 4.58, б). В этом случае губки тангенциального зубомера настраиваются на номинальный размер толщины зуба по постоянной хорде, и регистрирующее устройство устанавливается на нулевую отметку.
Смещение стрелки индикатора в процессе измерения зуба от нуля вправо (в плюс) указывает на уменьшение толщины S проверяемого зуба на D S (рис. 4.58, а) и, наоборот, смещение стрелки индикатора от нуля влево (в минус) указывает на увеличение толщины зуба (рис. 4.58, б). При установке стрелки индикатора на нулевое деление проверяемая толщина зуба равна номинальной величине (рис. 4.58, в).
При измерении корригированных зубчатых колес тангенциальным зубомером можно определить коэффициент смещения исходного контура:
 ,
,
где D h – отклонение высоты зуба от постоянной хорды;m – модуль.
При измерении корригированных зубчатых колес с угловой коррекцией тангенциальным зубомером настройка его производится по установочным образцам (роликам или измерительным колесам), предназначенным для измерения некоррегированных зубчатых колес, но показания зубомера следует вводить поправку  (величина уменьшения радиуса окружности выступов зубчатого колеса), на которую показания зубомера необходимо уменьшать.
(величина уменьшения радиуса окружности выступов зубчатого колеса), на которую показания зубомера необходимо уменьшать.
| в) |
| б) |
| а) |
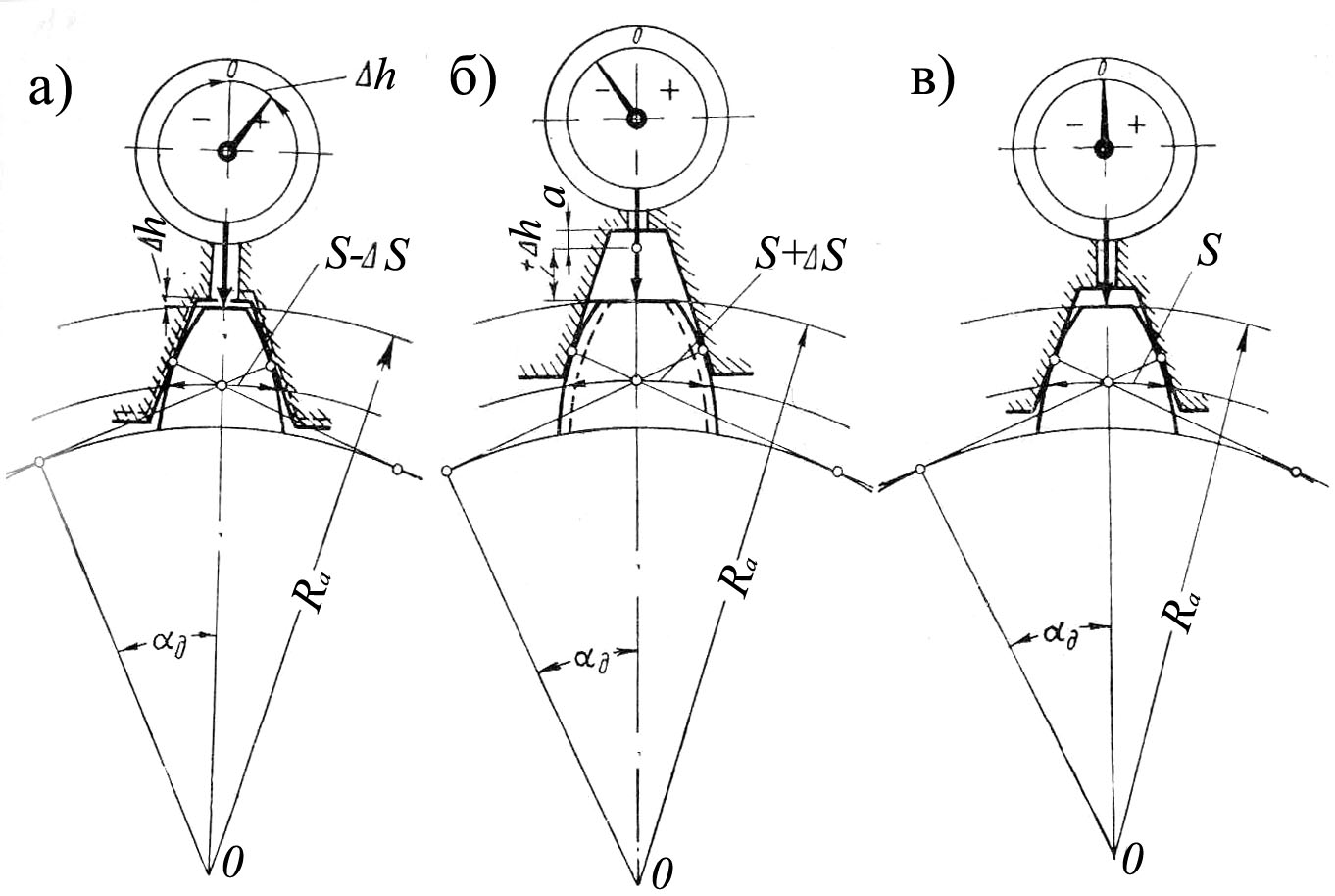
Рис. 4.58. Показания тангенциального зубомера:
а –при измерении утоненных зубьев;
б – при измерении утолщенных зубьев;
в – при измерении нормальных теоретически точных зубьев
При измерении колес с высотной коррекцией поправка не вводится, так как у колес с высотной коррекцией радиус окружности выступов изменяется на вели
|
из
5.00
|
Обсуждение в статье: Допуски резьбовых калибров |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы