 |
Главная |


Числовые программные системы управления
|
из
5.00
|
В станках с ЧПУ информация, необходимая для выполнения запроектированной механической обработки детали, задается в числовом виде и записывается в условном коде на программоносителе. Программоноситель с необходимой информацией обработки детали вводится в специальное считывающее устройство станка. При перемещении программоносителя в считывающем устройстве из него в соответствующее устройство системы поступает числовая информация, которая преобразуется в электрические импульсы, используемые для заданных перемещений рабочих органов станка.
При обработке деталей на станках с числовым программным управлением работа наладчика заключается в установке, закреплении и снятии детали, смене затупившегося режущего инструмента, периодическом контроле деталей и наблюдении за работой станка. Точность размеров, форма и шероховатость поверхностей обрабатываемой детали и время, затрачиваемое на ее обработку, зависят от правильности расчетов программы работы станка. В станках с ЧПУ нет физического носителя выдерживаемых размеров обрабатываемых деталей, а программа, управляющая рабочими органами станка, записывается в математической форме в виде чисел на программоноситель.
Принципиальная особенность станка с ЧПУ — это работа по управляющей программе (УП), на которой записаны цикл работы оборудования для обработки конкретной детали и технологические режимы. При изменении обрабатываемой на станке детали необходимо просто сменить программу, что сокращает на 80...90 % трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением. При изготовлении деталей со сложными пространственными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять и в случае, если невозможно быстро изготовить оснастку. В серийном производстве также целесообразно использовать станки с ЧПУ. В последнее время широко используют автономные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Шифрование программы работы какой-либо машины в форме пробивок на перфокартах, перфолентах или на других носителях программы применяют давно. Этот принцип применялся в ткацком станке Жаккара, созданном в 1801 г., в «механическом пианисте» — пианоле, в наборной машине — монотипе и т. д. Все эти машины работали по принципу: есть отверстие — действие совершается, нет отверстия - действие не совершается. Причем действия были предельно просты и не зависели от сложности программы. В станкостроении программное управление стало применяться значительно позже из-за сложности процессов металлообработки. Решение этой задачи стало возможным, когда машиностроение, электроника, вычислительная техника достигли определенного уровня развития.
Первое поколение станков с ПУ в нашей стране было создано на базе серийно выпускаемых универсальных станков, промышленный выпуск их начался в 1959 г. От базовых моделей станки с ЧПУ отличались только автоматизацией привода подач: устанавливались шаговые электрогидравлические или гидравлические приводы, беззазорные редукторы, винт-гайки качения. Устройство ЧПУ, выполненное на электронных лампах, давало возможность получать необходимые размеры обрабатываемой заготовки при регулируемой подаче.
Для станков с ЧПУ второго поколения характерно применение систем управления, выполненных на полупроводниковых приборах. Такие системы могли изменять в автоматическом цикле не только подачи, но и частоту вращения шпинделя, давать технологические команды на автоматическую смену инструмента, подачу СОЖ, зажим детали и т. д. Высокая стоимость этих систем сделала нерентабельным применение их на универсальных станках с малой степенью автоматизации. Поэтому были созданы модели станков, имеющие устройства автоматической смены инструмента, автоматические коробки скоростей (АКС) и т. д. Одновременно широко велась разработка методов автоматического программирования и необходимого математического обеспечения. В этот же период выяснилось, что моральное старение устройств ЧПУ наступает в 2 — 2,5 раза быстрее, чем станков. Поэтому этапы развития ЧПУ достаточно условны, и каждый последующий этап развития содержит некоторые элементы предыдущего этапа и развивается параллельно.
Третий этап развития станков с ЧПУ характеризуется качественным изменением системы ЧПУ. Для управления станками используют малые ЭВМ (мини-ЭВМ). Это дает возможность выпускать станки с очень высоким уровнем автоматизации, усложненной конструкции с широкими технологическими возможностями — многоцелевые станки. Станки с ЧПУ компонуют в автоматизированные' участки с управлением от ЭВМ. При широком использовании промышленных роботов на этих участках становится возможной «безлюдная» технология.
Числовое программное управление (ЧПУ) обеспечивает управление движениями рабочих органов станка и скоростью их перемещения при формообразовании, а также последовательностью цикла обработки, режимами резания, различными вспомогательными функциями.
Станки с ЧПУ обслуживаются различными заводскими службами. Рассмотрим составные элементы комплекса ЧПУ (рис. 66)
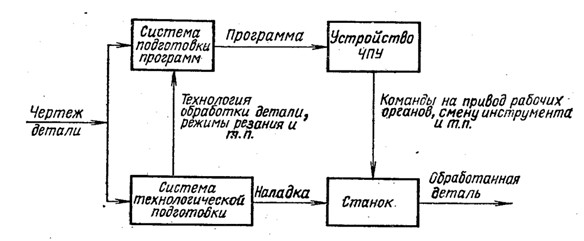
Рис.66 Комплекс числового программного управления
Чертеж детали одновременно поступает в систему подготовки программы и систему технологической подготовки, обеспечивающей отдел подготовки программ данными о технологическом процессе обработки детали, режимах резания и т. д. На основании полученных данных создается управляющая программа. Программа поступает в устройство ЧПУ, которое перерабатывает полученную информацию и подает команды рабочим органам станка. Наладчики устанавливают на станок инструменты и приспособления согласно документации, разработанной в системе технологической подготовки.
Контрольные щупы
В современных системах станков с ЧПУ становится все более обычным использование контрольных щупов в процессе обработки. Эти контрольные щупы представляют собой сложные индикаторы с градуированной шкалой; их можно устанавливать в шпинделе станка.
Типичные применения контрольных щупов охватывают следующие области:
1. Контроль деталей в процессе обработки, пока они еще зафиксированы на рабочем столе станка.
2. Автоматическая коррекция положения инструмента для компенсации погрешностей станка.
3. Определение местоположения точки отсчета на детали после первоначальной обработки с целью достижения большей точности при последующих операциях.
4. Контроль инструментов для определения состояния режущей части (например, для обнаружения сломанных зубьев фрезы).
С 1975 по 1990 г были произвелены следующие существенные изменения в системах ЧПУ:
1. Новый набор языков. разработаны новые языки, в которых использовались концепции ограниченной геометрии.
2. Многочисленные применения. Развитая СЧПУ, не ограничиваемая только операциями механической обработки, пригодна для многих иных применений, таких, как контроль, прессовально-штамповочные работы (операции резки, гибки и т.д.), сборки и монтажа.
3. Модульная конструкция. Разработаны отдельные процессоры и подпрограммы для выполнения основных функций на таких операциях, как профильное фрезерование, фрезерование выемок, позиционирование, контроль, токарная обработка и др.
4. Автоматизация программирования СЧПУ. Составление управляющих программ для СЧПУ наряду с формированием траектории инструмента включает в себя выбор скоростей подачи и резания, выбор типа инструмента, задание последовательности операций и другие подробности. В развитых СЧПУ определение этих параметров автоматизировано.
5. Проверка наличия помех. В программное обеспечение СЧПУ встроены подпрограммы проверки фактов возможных столкновений инструмента с зажимными приспособлениями, фиксирующими деталь, а также выявления других потенциальных помех движению.
6. Сопряжение с базой данных САПР/АПП. Развитые системы числового программного управления сопряжены с общей базой данных систем автоматизированного проектирования и производства. В этой базе данных содержаться информация о геометрии деталей (размеры заготовок и готовых деталей), зажимных приспособлениях, станках, имеющейся оснастке и о производственных затратах. Функция программирования СЧПУ сопрягается с более общим автоматизированным процессом машинного планирования.
Основными характеристиками систем с ЧПУ являются:
- вид и способ задания геометрической информации;
- вид обратной связи и число измерительных устройств;
- число управляемых координат;
- схемно-структурная организация;
- реализуемые функции (скорости перемещения,
- реализация подготовительных и вспомогательных движений);
- тип коррекции, возможность смены инструмента и др.;
- дискретность задания геометрической информации;
- минимальные и максимальные значения подач;
- диапазон перемещений рабочих органов;
- основные режимы работ (ручной преднабор, покадровый и автоматический);
- вид цифровой индикации и др.
|
из
5.00
|
Обсуждение в статье: Числовые программные системы управления |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы