 |
Главная |


Промышленные схемы урановых предприятий с использованием метода экстракции
|
из
5.00
|
Технологическая схема экстракционного аффинажа урана на заводе Буше (Франция)
Согласно схеме (рисунок 1) на растворение поступают уранаты магния, содержащие 50-55 % урана (в расчете на сухой продукт) и 35-40 % влаги, и уранаты натрия, содержащие 60-68 % урана (в расчете на сухое вещество) и 30-35% влаги. Растворение в азотной кислоте проводится непрерывно или периодически в зависимости от качества концентратов; при непрерывном растворении готовится пульпа ураната в воде с содержанием 55-60 % твердого, которая затем выщелачивается концентрированной азотной кислотой; контроль и регулирование процесса растворения осуществляется по остаточной кислотности. Нерастворимая в азотной кислоте кремневая кислота (Н2SiO3) фильтруется либо на фильтр-прессах, либо на вакуум-фильтрах. Осадок промывается разбавленной азотной кислотой, вновь фильтруется, а затем направляется в отвал. Первый фильтрат направляется на экстракцию, а второй используется для растворения следующих порций ураната.

Рисунок 1 – Технологическая схема экстракционного трибутилфосфатного аффинажа урана на заводе Буше (Франция).
На жидкостную экстракцию поступает раствор уранилнитрата с концентрацией 270-350 г/л U. Экстрагентом является 40 %-ный по объему раствор ТБФ в керосине. После экстракции в водном рафинате содержится менее 1 г/л U, а в органическом экстракте содержится 110-140 г/л U.
Для снижения содержания примесей в экстракте используется промывка 4 N азотной кислотой в количестве 1/3-1/4 от суммарного объема водной фазы. Экстракция проводится в насадочных колоннах из нержавеющей стали диаметром 250 мм и высотой 6 м, заполненных 20 мм кольцами Рашига. При отсутствии пульсации для удовлетворительного извлечения урана требуются две последовательно соединенные колонны, с пульсациями достаточно – одной. Поток органической фазы составляет около 500 л/ч.
Реэкстракция проводится деминерализованной водой в колонне без насадки и без пульсаций. Диаметр колонны 310 мм, высота 6 м. Соотношение объемов фаз О:В=1:2. Концентрация урана в водном реэкстракте составляет 65-75 г/л U.
Органическая фаза после реэкстракции промывается водным раствором соды для удаления моно- и дибутилфосфорных кислот (продуктов гидролиза ТБФ) и после промывки водой возвращается на экстракцию. Переодически для восстановления экстракционной способности ТБФ регенерируется дистилляцией. Из водного рафината, содержащего менее 1 г/л U, осаждается диуранат натрия, который после фильтрации отправляется на перечистку.
Водный реэкстракт поступает на осаждение. Вначале эксплуатации завода уран осаждался пергидролем, а в последнее время осаждение ведется аммиаком. После фильтрации и прокаливания осадка полученный триоксид урана перерабатывается на металл через стадии получения диоксида и тетрафторида урана. Полученный продукт удовлетворяет требованиям ядерной чистоты.
Экстракционный аффинаж на заводе Спрингфильд (Англия)
Трибутилфосфат используется для аффинажа на заводе Спрингфильд (Англия). Урановорудные концентраты поступающее из Канады, ЮАР и Австралии, растворяются в каскаде агитаторов; полученные после фильтрации азотнокислые растворы поступают на экстракцию ТБФ. В отличие от завода Буше экстракция и реэкстракция проводятся в системе смесителей-отстойников ящичного типа (всего 16 аппаратов), причем если процесс экстракции идет на холоду, то реэкстракция осуществляется при температуре около 65 оС, что дает возможность увеличить эффективность этого передела.
Экстракционный аффинаж на заводе Порт-Хоуп (Канада)
Экстракционный аффинаж с использованием ТБФ применяется в Канаде. На заводе Порт-Хоуп уран экстрагируется не из растворов, а из нефильтрованных азотнокислых пульп, содержащих до 10% твердого. Процесс осуществляется либо в системе смесителей-отстойников, либо в ситчатых пульсирующих колоннах. Трудности, возникающие при расслаивании и обусловленные пенообразованием, можно преодолеть с помощью тихоходных мешалок (20-40 об/мин) на поверхности соприкосновения фаз. Потери ТБФ за счет адсорбции на поверхности твердого не превышают 1-2 %; керосиновая промывка пульпы позволяет снизить потери ТБФ до 0,2 г/л пульпы.
Экстракционный аффинаж на заводе в Ок-Ридже (США)
На газодиффузионном заводе в Ок-Ридже (США) ТБФ применяют для очистки обогащенных U235 отходов производства. Исходные азотнокислые растворы содержат от 2 до 40 г/л U. Содержание примесей (Fe, Al,Cu, Na, Ni) колеблется около десятых долей грамм на литр. Используется 20%-ный раствор ТБФ в варсоле (высококипящие углеводороды). Используются смесительные экстракционные колонны, как на стадии экстракции, так и на стадии реэкстракции. При соотношении потоков водное питание : органическая фаза : промывка : водный экстракт = 5:5:1:5 коэффициент очистки составил 1,8∙103-0,9∙104.
В целом эффективность аффинажа с применяем трибутилфосфата очень высокая, кроме отдельных случаев, например, если присутствует цезий IV, имеющий коэффициент распределения ψ = 50. Поэтому перед экстракцией его восстанавливают до цезий III, который экстрагируется слабо. При экстракции трибутилфосфатом хорошо экстрагируемый торий связывают в фосфатный комплекс; содержание в концентрате европия, обладающего также сравнительно высоким коэффициентом распределения, строго ограничивают.
Получение очищенного триоксида урана на заводе в Фернальдо с использованием экстракции
Получение очищенного триоксида урана на заводе в Фернальдо показано на рисунке 2. Химический концентрат растворяется в азотной кислоте и полученный раствор без отделения от него нерастворимого остатка направляется в экстракционную колонну. Экстрагентом служит 30 %-ный раствор ТБФ в керосине. Нитрат уранила с трибутилфосфатом образует соединение UO2(NO3)2·2ТБФ, которое переходит в органическую фазу. Органическая фаза, вытекающая из верхней части экстракционной колонны, промывается разбавленной азотной кислотой в промывной колонне с целью удаления следов примесей и направляется в колонну для реэкстракции. На стадии реэкстракции органическая фаза контактирует с большим количеством деионизированной воды. При этом нитрат уранила переходит обратно в водную фазу. Водный раствор нитрата уранила выпаривают, полученную соль затем прокаливают до триоксида урана, являющегося конечным продуктом процесса аффинажа.
Разбавленная азотная кислота и оксиды азота, образующиеся при растворении, выпаривании и прокалке регенерируются с целью повторного использования. Водный раствор из промывной колонны, содержащий уран вместе с примесями, возвращают в процесс на повторную экстракцию. Раствор трибутилфосфата в керосине после реэкстракции направляется снова в экстракционную колонну для повторного использования. Благодаря этому достигается высокое извлечение урана при небольшом расходе реагентов.
При выпаривании раствора нитрата уранила после реэкстракции кристаллизуется шестиводная соль, которая разлагается при последующем прокаливанием с получением триоксида урана:
UO2(NO3)2·6Н2О  UO3 + 2NO2 + 1/2О2+6Н2О (1)
UO3 + 2NO2 + 1/2О2+6Н2О (1)

Рисунок 2 – Технологическая схема получения очищенного триоксида урана и его производных из химических концентратов на заводе в Фернальде.
ТБФ как экстрагент не свободен от ряда недостатков, важнейшим из которых является слабая экстракционная способность по отношению к разбавленным растворам, в связи, с чем для достаточно полного извлечения урана из растворов в органическую фазу требуется большое число ступеней контактирования или большая высота колонных аппаратов. При наличии в исходном растворе анионов SO42-, F-, РО43- и т.д. коэффициенты распределения урана резко уменьшаются, и трибутилфосфатный аффинаж становится неэффективным.
Кроме того, при гидролизе ТБФ образуются моно- и дибутилфосфорные кислоты и другие продукты распада, удаление которых осложняет проведение процесса аффинажа.
Технология получения урановых концентратов по схеме
«Кислотное выщелачивание с экстракцией урана из растворов».
1. Завод Витро Юрэйниум (США)
Завод компании «Витро Юрэйниум» расположен в г. Солт Лейк Сити (штат Юта, США). Один из старейших заводов. Производительность 600 т/сутки. Среднее содержание урана в руде 0,2-0,25 %. Измельчение руд производится до крупности от -0,9 мм (более легкие руды) до -0,6мм (более упорные руды). Минералы в рудах: отенит, смолка, карнотит.
При выщелачивании более упорные руды подаются в первый перемешиватель, где избыточная кислотность наибольшая, а легкие руды подают во второй и третий перемешиватели, где кислотность меньше. Такой прием обеспечивает экономию расхода кислоты и получение конечных растворов с меньшей избыточной кислотностью и меньшим солевым составом. Экстракцию урана из раствора, полученного путем противоточной декантации, производят 3%-ым раствором додецилфосфорной кислоты в керосине (ДДФК), которую готовят на месте смешением стехиометрического количества пентаоксида фосфора и додецилового спирта в керосине при 70 оС; полученный продукт затем гидролизуют 0,5 объемом 1N HCl при 80 оС в течение 40 часов, после чего разбавляют керосином до 3%-ной концентрации.
ДДФК является жидким катионообменником, вследствие чего она вместе с ионом уранила экстрагирует также железо (особенно Fe3+), титан, алюминий и ванадий.
Поэтому для уменьшения экстракции примесей после выщелачивания урана пульпу восстанавливают с помощью сернистого натрия или порошкообразного железа.
Экстракция производится во встроенных смесителях-отстойниках в четыре стадии по противотоку. Отношение О:В=1:7, время контакта фаз – 2 мин. Один моль ДДФК экстрагирует 0,5 молей урана шестивалентного, что соответствует предельной концентрации урана в органической фазе около 12 г/л; четырехвалентный урана экстрагируется в два раза хуже, его предельная концентрация около 7 г/л; при этих же условиях трехвалентное железо экстрагируется 0,7 моль. Производительность установленных смесителей-отстойников диаметром 6,1 м превосходит потребную (могут дать в сутки до 1400 кг урана, при извлечении его из раствора в 99,5%).
Реэкстракция урана производится соляной кислотой в раздельных смесителях-отстойниках в пять ступеней также по противотоку. Отношение О:В при реэкстракции составляет 10:1, время контакта фаз 20-30 мин. Уровень раздела фаз как при экстракции, так и при реэкстракции, соотношение потоков фаз контролируется и регулируется автоматически.
Солянокислый раствор после реэкстракции содержит около 85 г/л урана и поступает в двухступенчатую противоточную упарку; упарка производится при 215 оС. После первой ступени упарки раствор содержит 250-400 г/л урана, а после второй – 680-850 г/л. Отгоняемые при упарке пары соляной кислоты осушаются концентрированной серной кислотой, затем конденсируются и кислота вновь используется для реэкстракции урана (возврат составляет 90%). Органическая фаза после реэкстракции вновь возвращается на экстракцию (на последнюю ступень); часть ее периодически выводится из цикла и подвергается очистке от аккумулирующих примесей (торий, алюминий, железо и титан путем осаждения их с помощью фтористого аммония при рН=5).
Уран из остатка после отгонки соляной кислоты осаждается аммиаком, полученный осадок отфильтровывается на барабанном вакуум-фильтре со шнуровым съемом кека, затем прокаливается в небольшой многоподовой печи до закиси-окиси урана (содержание урана около 77 %).
На рисунке 3 показана технологическая схема завода Витро Юрэйниум.

Рисунок 3 – Технологическая схема получения уранового
концентрата на заводе Витро Юрейниум.
2. Завод Мексикен Хэт (США)
Завод Мексикен Хэт компании Техас Цинк Минералз является одним из новейших заводов в США, применяющих экстракцию урана аминами с использованием центробежных экстракторов Подбельняка. Завод имеет производительность около 910 т/сутки и перерабатывает в основном (на 75%) покупные руды. Месторождение представлено песчаниками, содержащими урановую смолку и сульфаты уранила, а также халькопирит.
Выщелачивание урана из медного концентрата и хвостов производят раздельно, продолжительность выщелачивания при нагреве около 14 часов. Раствор от концентрата отделяют на барабанном вакуум-фильтре, от хвостов – противоточной декантацией. Все чаны перемешивателей и сгустителей изготовлены из дерева. Сепаран подают в каждый сгуститель, откачку нижнего продукта производят сдвоенными диафрагмовыми насосами размером 150 мм.
Слив и фильтрат осветляют на листовом фильтр-прессе, изготовленном из нержавеющей стали, с предварительным покрытием фильтроткани слоем кизельгура.
В сутки на экстракцию поступает около 2300 м3 раствора (около 1,6 м3/мин); в качестве экстрагента применяют амин марки LA-1. Реэкстракция проводится раствором нитрата аммония, затем экстрагент регенирируют путем удаления из него нитрат-иона обработкой карбонатом аммония. Водный раствор после регенирации подкисляют азотной кислотой, из него отгоняют углекислоту (которая связывается с аммиаком и водой, давая раствор углекислого аммония), после чего он вновь используется на реэкстракции.
Продолжительность контакта фаз при экстракции составляет всего 15 сек. Скорость вращения ротора первого экстрактора составляет 1250 об/мин. Ротор изготовлен из нержавеющей стали. Число оборотов ротора второго экстрактора составляет 1750 об/мин.
Водная фаза поступает в центр ротора, а органическая – на периферию; они движутся под действием центробежной силы навстречу друг другу и проходят через перегородки с мелкими отверстиями (для лучшего контакта фаз); между перегородками имеются камеры, где происходит разделение фаз, создавая, таким образом, многоступенчатую систему экстракции. На периферии и в центре ротора имеются камеры большего объема, в которых происходит окончательное разделение фаз (отстаивание). Процессом экстракции управляют с центрального пульта. Все потоки автоматически регулируются по принципу пропорциональности.
Основной отличительной особенностью центробежных экстракторов является небольшой объем органической фазы в системе (около 10 м3), против 210 м3 для установки со смесителями-отстойниками (на ту же производительность и содержание урана в растворе).
Технологическая схема завода Мексикен Хэт показана на рисунке 4.
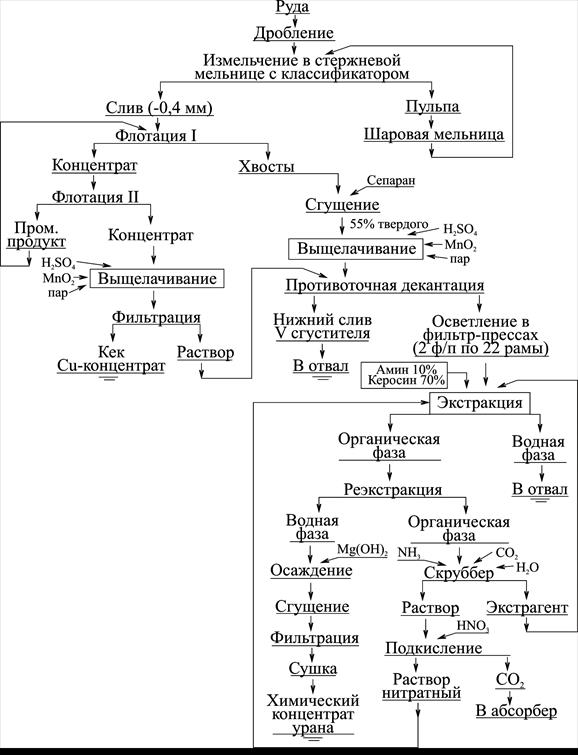
Рисунок 4 – Технологическая схема завода Мексикен Хэт.
Элюкс-процесс с использовнием экстракции на заводе Иджемент
С 1958 г. на заводе на заводе Иджемент внедрен так называемый «элюекс-процесс», заключающийся в том, что смола десорбируется 10%-ной серной кислотой, а затем уран экстрагируется из десорбционного раствора этилгексилфосфорной кислотой с разбавителем (керосином), после чего водная фаза возвращается на выщелачивание, где используется остающаяся в ней серная кислота, а органическая фаза подвергается реэкстракции раствором соды. При такой схеме получаются более богатые концентраты, а также устраняют накопление нитратов и хлоридов в оборотных водах с хвостохранилища, что позволяет использовать их полностью на заводе (все хвосты перед сбросом в хвостохранилище нейтрализуются известью до рН=7,2 для осаждения железа, алюминия, ванадия и других примесей).
Технологическая схема завода показана на рисунке 5.

сплошная линия - старая схема
пунктирная линия - новая схема «элюекс-процесс»
Рисунок 5 – Технологическая схема получения уранового
концентрата на заводе Иджемент.
Лекция № 15
Отходы уранового производства по схеме с экстракцией урана
из продуктивных растворов и их обезвреживание
Характеристика отходов производства
Отходы аффинажного производства подразделяются на жидкие, твердые и газообразные.
Жидкие отходыпредставляют собой:
· эмульгированную смесь органических и неорганических растворов, образующихся в результате нарушения технологического режима. Они направляются на узел утилизации «третьей фазы». Накопившиеся на данном узле органические отходы сжигают в специальной печи. Твердые остатки после сжигания подлежат захоронению на «могильнике» твердых радиоактивных отходов;
· бытовые сточные воды. Для отвода бытовых вод от санитарных приборов санузлов используют существующую канализацию технологического корпуса;
· ливневые и талые воды. С кровли зданий отводятся непосредственно на отмостку зданий и далее по спланированной поверхности на естественную поверхность.
Твердые отходы представляют собой:
· оборудование (металлолом), инструменты и материалы не поддающиеся очистке до санитарных норм. Складируются в специально отведенном месте на площадке дезактивации для последующего вывоза на захоронение в «могильник»;
· отходы, образующиеся при проведении работ по ликвидации очагов аварийного загрязнения. Собираются в тару и складируются в специально отведенном месте на площадке дезактивации для последующего вывоза на захоронение в «могильник»;
· обычные отходы – отработанные оборудование, материалы, строительный мусор, бытовой мусор. После проверки и подтверждения отсутствия химического и радиоактивного загрязнения вывозятся в соответствующие места хранения и переработки.
Газообразные отходы представляют собой:
· отходящие печные газы от прокалочной печи (аммиак, углекислый газ). После соответствующей очистки сбрасываются в атмосферу.
Одним из главных источников загрязнения атмосферы наряду с автомобильным транспортом и жидкими сбросами химической и некоторых других отраслей промышленности являются выбросы в атмосферу продуктов сгорания углеродистого топлива в виде газов, дыма и копоти, сопровождающие производства тепловой и электрической энергии.
Удовлетворение потребностей человечества в энергетике за счет сжигания традиционных видов топлива (уголь, нефть, газ, сланцы, торф) в ХXI веке приведет человечество к экологической катастрофе на всем земном шаре: образованию опасной концентрации диоксида углерода в атмосфере, недопустимому изменению рН атмосферных осадков, образованию вредных концентраций аэрозолей, отравлению атмосферы и водоемов сернистыми соединениями, загрязнению водных поверхностей нефтью и т.п. По исследованиям американских ученых человечество до 2050 г. израсходует 240∙1014 КВт·ч электроэнергии, что превышает разведанные запасы каменного угля и нефти почти в два раза. Выбросы диоксида серы, одного из самых токсичных веществ среди продуктов сгорания при сжигании на ТЭС, в настоящее время достигают свыше 400 млн. тонн в год.
Угли разных сортов содержат в каждой тонне от 50 до 600 мг ртути. Современная электростанция на угле мощностью 1 млн. кВт сжигает в сутки 10000 т угля, что способствует ежемесячному выбросу в атмосферу до 1 кг ртути. Продуктами сгорания являются также шлак и зола, складирование и захоронение которых требуют больших затрат. Создаются определенные трудности предотвращения их распыления и распространения в окружающую биосферу. За одни сутки на электростанции указанной мощности образуется свыше 1000 т шлака и золы, и под отвал высотой 8 м требуется площадь около 1 га в год.
При сгорании угля в золе остаются радионуклиды уран-радиевого и ториевого рядов, содержащиеся в исходном угле. Они не разбавлены массой углерода, т.е. находятся в концентрированном, а следовательно, наиболее опасном виде.
Количественная оценка радиационной опасности ТЭС и АЭС показала, что доза радиационного воздействия на живые организмы при работе ТЭС в 600 раз больше, чем при эксплуатации АЭС.
При работе энергетических установок на жидком топливе образуется большое количество жидких отходов и загрязнений окружающей среды в результате протечек, аварий, несовершенства контейнеров, копоти и гари. При производстве жидкого топлива и его транспортировке наблюдаются большие потери, справиться с которыми, как показал опыт, практически невозможно. Особенно опасно загрязнение нефтью водной среды.
В связи с вредным для окружающей среды воздействием энергетики, основанной на сгорании ископаемого топлива, может очень остро встать вопрос о дальнейшем существовании жизни на Земле вообще.
Переход человечества к мирному использованию атомной энергии в результате развития атомной энергетики позволит резко улучшить экологическую картину на земном шаре. Эксплуатация АЭС, в отличие от ТЭС не связанная со сгоранием топлива, не приводит к уменьшению содержания кислорода в атмосфере и увеличению концентрации диоксида углерода и серы. Эксплуатация АЭС не изменяет химического состава атмосферы, гидросферы или почвы. Оценка газообразных выбросов ТЭС в сравнении с выбросами АЭС той же электрической мощности показывает, что они загрязняют в сотни и тысячи раз бóльшие объемы воздуха.
Исследования показали, что АЭС загрязняют внешнюю среду в 10 тысяч раз меньше, чем ТЭС. Таким образом, широкое строительство АЭС – одно из самых совершенных и реальных средств защиты окружающей среды от вредных промышленных выбросов.
При производстве урана и его соединений на различных стадиях технологической переработки образуются жидкие, твердые и газообразные отходы, отличающиеся определенной спецификой в отношении как общехимической вредности, так и радиологической опасности. Относительно меньшее значение в настоящее время имеют газообразные отходы, после того как ранее применявшееся выщелачивание урановой руды с применением азотной кислоты повсеместно было заменено выщелачиванием с использованием серной кислоты или содовым выщелачиванием. Однако остается нерешенным вопрос обезвреживания радиоактивной пыли, образующей тонкие аэрозоли, загрязняющие воздушную среду.
При первичной переработке урановорудного сырья образуются, как правило, жидкие отходы в количестве до 3 т при сернокислотном выщелачивании и 1 т при содовом на 1 т руды. Эти растворы представляют значительную опасность для окружающей среды вследствие содержания в них ряда химических веществ в достаточно высокой концентрации. Это серная кислота, сульфаты, фториды, хлориды, карбонаты, нитраты металлов, соли аммония, кальция, натрия и др. Среди катионов могут быть железо, медь, ванадий, молибден, мышьяк, свинец, могут присутствовать и соединения урана. Серьезную опасность в случае их выброса представляют растворы после жидкостной экстракции, в которых возможно присутствие алкиламинов, алкилфосфатов, спиртов, керосина и т.п., хотя при правильно организованном экстракционном процессе объем таких сбросов невелик.
Особую опасность представляет присутствие в отходах урановых заводов радиоактивных продуктов распада урана. При кислотном выщелачивании подавляющая часть радия не растворяется и остается с твердым рудным остатком. Несколько больше радия растворяется в процессе карбонатного выщелачивания (до 2,5 %). В этом случае концентрация 226Ra и 230Th в сбросных растворах достигает в среднем следующих значений
226Ra – 35∙10-8 мкКu/мл, 230Th – 22∙10-6 мкКu/мл, что в 10 раз превышает допустимые нормы для сброса в открытые водоемы того и другого изотопа.
В настоящее время наиболее распространенным способом обезвреживания жидких отходов уранового производства является глубокая нейтрализация их с помощью извести (“известкование”) до рН ≥ 8 с добавлением небольших количеств солей бария. Известкование резко снижает содержание сульфата, связывая их в гипс. При этом существенно снижается концентрация многих растворенных загрязнений. Так количество радия, изоморфно связываемого в осадок сульфатов бария и кальция, снижается не менее чем в 10-30 раз, содержание радиоизотопов тория – до незначительного уровня. Нейтрализация способствует осаждению других химических элементов, содержащихся в высоких концентрациях, например, железа, свинца, меди, мышьяка, марганца и магния, что делает возможным как сброс жидкости в открытые водоемы, так и организацию возврата ее в оборот, создавая тем самым замкнутую систему водоснабжения, что имеет большое значение как с экономической, так и с экологической точек зрения.
Важное значение имеет удаление из жидких отходов растворенных в них экстрагентов (алкилфосфатов, аминов и т.д.), присутствие которых в водоемах в количестве 10-100 мг/л вызывает гибель более 50 % рыб. Изучена возможность извлечения сорбцией на активированном угле третичных аминов, причем их концентрация снижается с 40 до 1 мг/л, имеет определенной экологическое и экономическое значение.
Получаемые в процессе производства урана твердые отходы (пески, шламы, хвосты обогащения и выщелачивания) сбрасываются в отвальные зоны, так называемые хвостовые бассейны, представляющие собой искусственные водоемы, огражденные дамбой. Для таких водоемов выбирают участки, сложенные водонепроницаемыми пластами. Длительное хранение отвальных твердых хвостов представляет собой важную и сложную проблему, поскольку в них сконцентрировано до 70 % содержащихся в руде радиоактивных продуктов (не считая урана), в основном долгоживущего 226Ra – чрезвычайно опасного потенциального источника радиоактивного загрязнения окружающей среды.
Именно поэтому с точки зрения охраны окружающей среды наиболее радикален способ подземного выщелачивания урана. При этом способе практически все опасные радиоактивные вещества, сопутствующие урану, остаются на месте своего первоначального залегания в недрах Земли.
Из других удачных методов удаления и локализации твердых отходов следует назвать их направление в выбранные пространства руднике и карьеров в качестве гидрозакладки.
Что касается отвалов твердых отходов уранового производства на поверхности земли, то один из методов обезвреживания таких отходов – стабилизация созданием на них искусственного растительного покрова. Установлено, что покрытие таких отвалов слоем питательного грунта и растительностью эффективно способствует снижению концентрации радона над отвалами.
Объем выбрасываемых в атмосферу воздуха из вентиляционных систем цехов, перерабатывающих урановое сырье, достигает 700 м3/мин. Особенно велика опасность загрязнения воздуха в отделениях дробления, а также затаривания готовой продукции. Это требует применения самых эффективных инженерных и организационных решений для максимального предотвращения пылеобразования в рабочих помещениях цехов и тем более во внешней среде.
В урановой промышленности создаются технологии, сводящие до минимума вредное влияние производственного процесса на биосферу. Если не считать твердого остатка рудной пульпы после выщелачивания, который должен быть возвращен в качестве гидрозакладки в недра земли, то технология производства урана характеризуется наличием замкнутых циклов оборота жидких обработанных продуктов. Так, верхний слив воды после сгущения измельченной пульпы возвращается в мельницы мокрого помола, туда же возвращается слив воды после отстаивания в хвостохранилище; иониты после регенерации в процессе десорбции возвращаются снова в процесс сорбции; рафинат после экстракции возвращается на десорбцию; экстрагент после реэкстракции снова возвращается в процесс экстракции и т.д. Таким образом, технология урана приближается к типу так называемого безотходного производства. Развиваемая в Республике Казахстан технология подземного выщелачивания (ПВ) урановых руд – это воплощение принципа безотходной технологии. Кроме того, при методе ПВ несравненно меньшее негативное влияние оказывается на природный ландшафт, поверхность земли, воздушный бассейн и гидрографическую сеть по сравнению с традиционными способами добычи.
|
из
5.00
|
Обсуждение в статье: Промышленные схемы урановых предприятий с использованием метода экстракции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы