 |
Главная |


Расчет количества расчетных рабочих мест, определение принятого числа рабочих мест, и коэффициента загрузки.
|
из
5.00
|

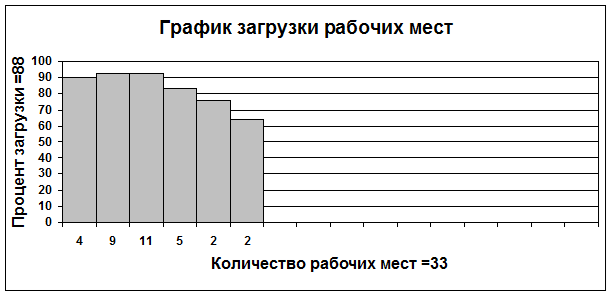
Построим график загрузки рабочих мест. Построение проводится в системе координат CU.+
По оси абсцисс C располагаются рабочие места, по оси ординат U - откладывается процент их загрузки.
Средний коэффициент загрузки всех рабочих мест покажем горизонтальной линией через весь график.
На основании выполненных расчетов строим график загрузки рабочих мест:
2.3. Расчет численности основных рабочих.
После определения необходимого числа рабочих мест рассчитываем потребное число рабочих на каждой операции Чр. i . При этом учитываем величину нормы обслуживания на каждую операцию Но i .
Норма обслуживания показывает, какое количество объектов (станков) должен обслужить или какой объем работ может выполнить один рабочий (или группа рабочих) в течение определенного периода времени.
Количество основных рабочих определим в следующем порядке:
- определим расчетное количество основных рабочих;
- определим принятое число основных рабочих (округляя расчетное значение до ближайшего целого числа при допустимой перегрузке не более 15%);
- проведем организационную синхронизацию, направленную на выравнивание загрузки рабочих путем совмещения профессий;
- определим окончательно принятую численность основных рабочих.
 |
Расчетное количество основных рабочих на каждой операции определяется по формуле:
где
Чр. i –количество основных рабочих на i- той операции;
Но. i – норма обслуживания на i -той операции.
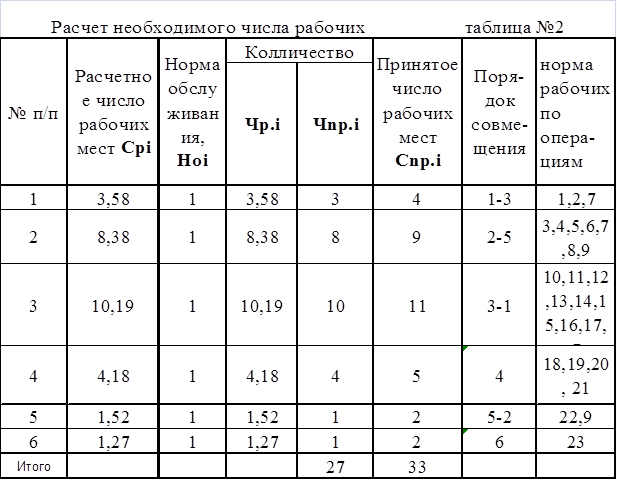
Расчет необходимого числа основных рабочих и совмещение по операциям приведен в Таблице №2:
При определении возможности закрепления нескольких операций за одним рабочим мы исходим из нескольких факторов. Прежде всего, обращаем внимание на получаемое при расчетах число рабочих мест Чр. i , вернее на его дробную часть. Она показывает степень загрузки недогруженного рабочего места. Задача проводимой синхронизации состоит в достижении наиболее высокой производительности труда рабочих и максимально возможной загрузки имеющегося оборудования. Поэтому стремимся закрепить рабочих за станками таким образом, чтобы загрузка оборудования приближалась к 100%.
Кроме этого обращаем внимание на разрядность работ. Совмещение операций рабочими возможно только на операциях с близким или совпадающим номером разряда. Учитывая вышесказанное, совмещение проводим на первой и третьей, второй и шестой операциях.
Расстановка рабочих на линии производится с закреплением определенных номеров за работниками в соответствии с совмещением.
Итак, на первой операции работают рабочие под номерами 1,2,7; на второй операции 3,4,5,6,7,8,9; на третьей операции – 10,11,12,13,14,15,16,17,7; на четвертой –18,19,20,21; на пятой – 22,9; на шестой – 23. Номер, присвоенный последнему рабочему на линии, показывает явочное число основных рабочих в одну смену. В нашем случае число основных рабочих составит 23 человек.
Расчет заделов.
Одним из наиболее важных условий непрерывности и ритмичности является поддержание на всех стадиях поточного производства определенной величины заделов.
Заделаминазываются детали, узлы или изделия, которые находятся в стадии изготовления или ремонта на различных операциях производственного процесса или между ними. Денежное выражение задела называют незавершенным производством.
Размер заделов, а, следовательно, и потребных оборотных средств зависит от организационного построения потока, расстановки рабочих мест и рабочих, характера применяемого оборудования.
При организации поточного производства рассчитываем следующие заделы: технологический, транспортный, страховой и оборотный. Сумма перечисленных заделов представляет собой общий цикловой задел на линии Z ц .
Транспортные заделы Z тр . представляют собой детали, узлы и изделия, находящиеся в стадии транспортировки с одной операции на другую (в случае если работа производится не на конвейере).
Технологические заделы Z техн. представляют детали, узлы и изделия, находящиеся непосредственно на рабочих местах на различных стадиях обработки.
Страховые (резервные) заделы Z стр. – это вид заделов, необходимых для обеспечения ритмичности в работе линии на случай непредвидимых нарушений в поставке деталей или аварий. Данные заделы создаются в резервное время (нерабочие смены, выходные дни) после операций выполняемых на оборудовании, которое в силу своих особенностей или характера работы может выходить из строя. При отсутствии такого оборудования или выполнении операций на основе ручного труда страховые заделы не создаются.
Оборотные заделы Z об. имеют место на прерывно-поточных (прямоточных) линиях. На таких линиях не удается достичь синхронизации операций из-за существенного различия их по трудоемкости (производительности), а их продолжительность не равна и не кратна такту линии. Поэтому для поддержания ритма производства принимают дополнительные меры: устанавливают период обслуживания линии, определяют время работы отдельных рабочих мест за период обслуживания в соответствии с трудоемкостью выполняемых операций, создают оборотные заделы.
Движение оборотных заделов отражаем на графике движения заделов и работы поточной линии или стандарт-плане (1).
При построении графика работы линии необходимо определить следующие параметры:
Ø период обслуживания поточной линии;
Ø коэффициенты загрузки недогруженных рабочих мест;
Ø время работы рабочих мест в течении периода обслуживания.
Для данного производства выбираем период обслуживания R о . равным 120 минутам.
Коэффициент загрузки недогруженного рабочего места Кз.н. по i- той операции выражается в процентах числом, стоящим после запятой в величине Чрi . и берем из таблицы №2. Коэффициенты загрузки равны:
Кз.н.1=58 %
Кз.н.2=38 %
Кз.н.3=19 %
Кз.н.4 =18 %
Кз.н.5=52 %
Кз.н.6 =27 %
Рассчитаем время работы недогруженного рабочего места по следующей формуле:
 |
где
Тнед. i – время работы недогруженного рабочего места, мин;
Ro . – период обслуживания оборудования;
Кзагр.i – коэффициент загрузки недогруженного рабочего места, %.
Тнед.1 = 120*58/100 = 69,6 (мин)
Тнед.2 = 120*38/100 = 45,6 (мин)
Тнед.3 = 120*19/100 = 22,8 (мин)
Тнед.4 = 120*18/100 = 21,6 (мин)
Тнед.5= 120*52/100 = 62,4 (мин)
Тнед6 = 120*27/100 = 32,4 (мин)
После проделанных расчетов строим график работы линии. Покидая одно рабочее место, рабочий обязательно должен оставить задел деталей для обеспечения непрерывности движения всего потока.
 |
Величина межоперационных оборотных заделов определяется по следующей формуле:
где
Z об. – величина оборотного задела между смежными операциями за период их совместной работы, шт.;
Тср. – время совместного выполнения операций, либо время, когда условия по производительности не меняются, мин.;
Спр.i –принятое количество рабочих мест на операциях, работающих одновременно за время совместной работы.
Для нашего примера определяем величину оборотных заделов в критических точках.
Задел между первой и второй операциями (имеются две критические точки; первая – когда заканчивает работу третье рабочее место на первой операции, вторая – когда заканчивает работу второе рабочее место на второй операции):
Z ' 1-2 = 69,6 * (3 / 28,3 – 7 / 66,2) = 0 (дет.)
Z '' 1-2 = (69,6 – 45,6) * (3 / 28,3 – 6 / 66,2) = 1 (дет.)
Z ''' 1-2 = (120 – 69,6) * (2 / 28,3 – 6 / 66,2) = -1 (дет.)
Задел между второй и третьей операциями - имеются три критические точки:
Z ' 2-3 = 45,6 * (7 / 66,2 – 8 / 80,5) = 1 (дет.)
Z '' 2-3 = (69,6 – 45,6)* (6 / 66,2 – 8 / 80,5) = 0 (дет.)
Z ''' 2-3 = (118,8 – 69,6) * (6 / 66,2 – 9 / 80,5) = -1 (дет.)
Z '''' 2-3 = (120 - 118,8) * (6 / 66,2 – 8 / 80,5) = 0 (дет.)
Задел между третьей и четвертой операциями имеются три критические точки:
Z ' 3-4 = 21,6 * (8 / 80,5 – 4 / 33,0) = -1 (дет.)
Z '' 3-4 = (69,6 – 21,6) * (8 / 80,5 – 3 / 33,0) = 0 (дет.)
Z ''' 3-4 = (118,8 – 69,6) * (9 / 80,5 – 3 / 33,0) = 1 (дет.)
Z '''' 3-4 = (120 – 118,8) * (8 / 80,5 – 3 / 33,0) = 0 (дет.)
Задел между четвертой и пятой операциями имеются три критические точки:
Z ' 4-5 = 62,4 * (4 / 33,0 – 1 / 12,0) = 1 (дет.)
Z '' 4-5 = (45,6 – 21,6) * (3 / 33,0 – 1 / 12,0) = 0 (дет.)
Z ''' 4-5 = (69,6 – 45,6) * (3 / 33,0 – 2 / 12,0) = -1 (дет.)
Z '''' 4-5 = (120 – 69,6) * (3 / 33,0 – 1 / 12,0) = 0 (дет.)
Задел между пятой и шестой операциями имеются две критические точки:
Z ' 5-6 = 45,6 * (1 / 12,0 – 1 / 10,0) = -1 (дет.)
Z '' 5-6 = (107,4 – 82,2) * (2 / 12,0 – 1 / 10,0) = 1 (дет.)
Z ''' 5-6 = (120 - 82,2) * (1 / 12,0 – 1 / 10,0) = 0 (дет.)
После проделанных расчетов строим стандарт-план (приложение 1), где совместим график работы линии с графиком движения оборотных заделов.
Наряду с оборотными заделами рассчитаем и другие внутрилинейные заделы: технологические, транспортные и страховые.
 |
Величина технологического задела на линии определяем по следующей формуле:
где
Z техн. – технологический задел, шт.;
аi. – число одновременно обрабатываемых изделий на каждом рабочем месте i-той операции.
Рассчитаем технологический задел:
Z техн.=(4*1+9*1+11*1+5*1+2*1+2*1)=33(шт ).
Величина транспортного задела рассчитывается по формуле:
Z тр.=р*(m-1),
где
Z тр. – транспортный задел, дет.;
Р – размер передаточной партии;
m – число операций, выполняемых на поточной линии.
В нашем случае величина транспортного задела равна:
Zтр.=1*(6-1)=5(дет).
 |
Величина страхового задела определяется в процентах от сменного выпуска по формуле:
где
Z стр . – страховой задел, дет.;
Z стр. = 15 % * ((8,2 * 60) / 7,9) = 9 (дет.)
Тсм . – продолжительность смены (рабочего дня в обычные дни), мин.
Страховой задел составит:
Общий цикловой задел на линии определяется суммированием определенных выше заделов:
Z общ.= Z техн.+ Z тр.+ Z стр.+ Z ’об.,
где
Z общ . –общий цикловой задел, дет.;
Z 'об. – суммарный оборотный задел на всех операциях, дет.
В общую сумму оборотных заделов на линии включаются только те заделы, которые создаются на начало периода обслуживания (приходящиеся на начало обслуживания со знаком «плюс»). В данном случае это будут заделы между второй и третьей, четвертой и пятой операциями.
Таким образом, цикловой задел составит:
Z 'об. = 2 (дет).
Общая сумма циклового задела равна:
Zобщ.=33+5+9+2=49 (дет).
|
из
5.00
|
Обсуждение в статье: Расчет количества расчетных рабочих мест, определение принятого числа рабочих мест, и коэффициента загрузки. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы