 |
Главная |


Резка на стационарных машинах.
|
из
5.00
|
Большинство деталей в корпусообрабатывающем цехе вырезают на стационарных машинах.
Стационарные машины хорошо подходят для комплексной механизации и автоматизации процесса резки, обеспечивают высокую производительность и коэффициент загрузки оборудования, хорошее качество резки.
Существующие машины тепловой резки можно разделять по следующим признакам:
1. Конструктивному исполнению.
2. Системе управления.
3. Используемому способу резки.
4. Количеству одновременно вырезаемых деталей.
5. Количеству одновременно обрабатываемых листов.
6. Наличию трехрезакового блока.
7. Степени универсальности.
1.Конструктивное исполнение.
По конструктивному исполнению стационарные машины могут быть портальными, консольными, портально-консольными и шарнирными.
Портальные машины получили в настоящее время наибольшее распространение, как обеспечивающие наилучшую точность (см. рис.3.20).
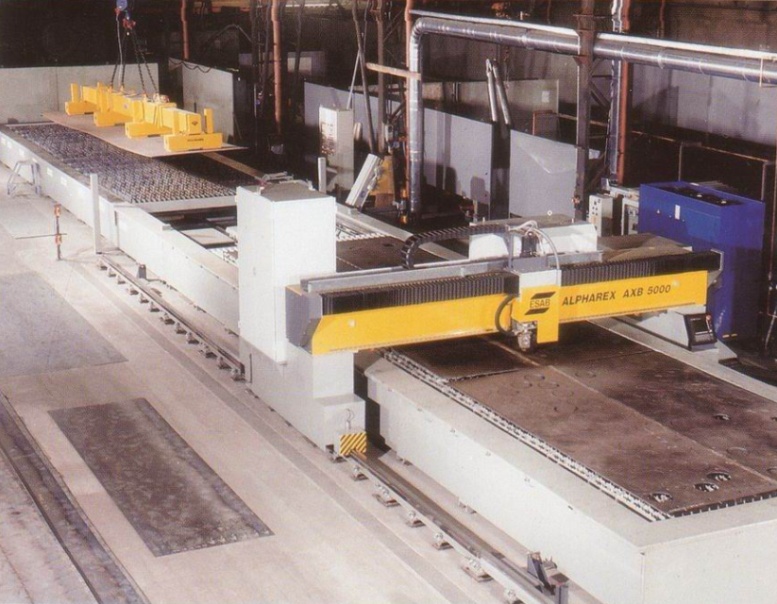
Рис.3.20. Одноместная портальная машина для лазерной резки
Развитие робототехники позволяет существенно повысить точность и надежность и шарнирных конструкций (см. рис.3.21).
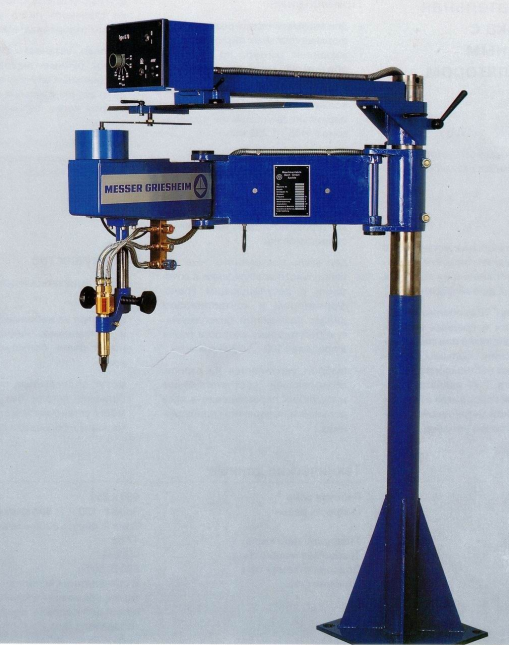
Рис. 3.21. Шарнирная машина для тепловой резки
2. Система управления.
Наиболее перспективный тип системы управления для машин тепловой резки – система ЧПУ – числового программного управления. Все управляющие команды представляются в виде числовых кодов с необходимой точностью.
Появление системы ЧПУ стимулировало развитие математического плаза и обеспечило повышение точности вырезаемых деталей. Исходными данными для разработки управляющих программ являются карты раскроя, определяющие положение вырезаемых деталей на листе.
Для стационарных машин также используется фотоэлектронная система управления, которая устанавливается как правило на портально-консольных машинах тепловой резки.
В качестве носителя информации используется копир-чертеж в масштабе 1: 10, вычерченный на бумаге и наклеенный на стекло ( для обеспечения стабильности размеров деталей при изменении влажности в цехе). Система слежения включает специальную фотоголовку с приводами, которая кинематически связана с резаком (см. Рис.3.22.)
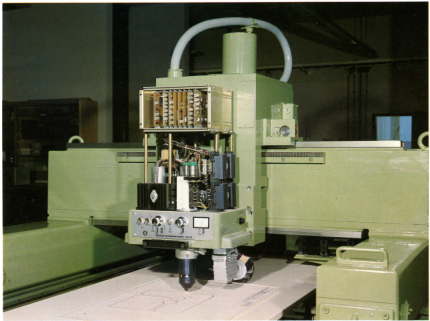
Рис.3.22. Фотоэлектрический датчик для управления машиной для тепловой резки
На некоторых предприятиях еще используется копировальная система с механическим копиром для разделки кромок.
3.Способ резки.
По способу резки стационарные машины делятся на газовые, плазменные, лазерные и комбинированные.
4. Количество одновременно вырезаемых деталей.
В российском судостроении, как правило, одновременно вырезается одна деталь. В Европе достаточно много примеров одновременной вырезки двух деталей, (а в машиностроении имеются случаи одновременной вырезки 21 детали – фланцев)
Специализированные машины для резки полос обеспечивают одновременную вырезку 4 – 6 полос.
5. Количество одновременно обрабатываемых листов.
В российском судостроении как правило, обрабатывается один лист. Размеры листа определяют и рабочую зону машины.
В Европе имеются примеры одновременной обработки от двух до четырех листов. Это особенно эффективно при постройке серии одинаковых судов.
Рекомендуется по длине машины тепловой резки установить две рабочие позиции, что примерно на 20 – 30 % повышает эффективности работы машины за счет уменьшения простоев.

Рис.3.23. Одновременная обработка двух листов.
6. Наличие трехрезакового блока.
Современная технология тепловой резки позволяет одновременно с вырезкой деталей осуществлять и разделку кромок под сварку.
Для этого разработан специальный трехрезаковый блок. Альтернативным вариантом является газовый резак с поворотной насадкой, или плазменный поворотный резак (см. рис.3.24 и 3.25)
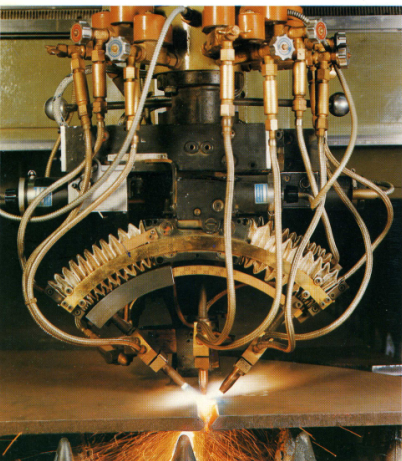
Рис.3.24. Поворотный трехрезаковый блок для разделки кромок под сварку

Рис.3.25.Поворотная головка для снятия фаски на стационарной машине
7. Универсальность стационарных машин тепловой резки.
Есть примеры создания на базе портальных машин обрабатывающих центров, которые позволяют осуществлять
- разметку и маркирование,
- резку,
- сверление,
- разделку кромок,
- фрезерование.
Стационарные машины могут работать автономно или в составе поточных линий. В этом случае позиции резки оборудуют рольгангами, устройствами подъема раскроечных рам, на которых листы подают в рабочую зону машины, устанавливают перегружатели для подачи листов и снятия вырезанных деталей.
В судостроении используют и некоторые специализированные машины:
– для резки полос
– вырезки круглых фланцев;
– для разделки кромок;
– для резки труб;
– Для резки профильного проката.
Для профильного проката в настоящее время стали применять промышленные роботы, которые обеспечивают высокую точность и надежность.
Рис.3.26.Переносная машинка для продольной резки профильного проката.
Механическая резка
Исторически первым способом резки, получившим применение в судостроении, была механическая резка, которая до последнего времени широко применяется. Трудоемкость механической резки составляет в настоящее время до 13% общей трудоемкости изготовления деталей корпуса.
Основными преимуществами механической резки по сравнению с тепловой резкой являются:
– высокая производительность
– отсутствие тепловых деформаций;
– хорошее качество поверхности реза.
К недостаткам механической резки можно отнести:
– необходимость предварительной разметки деталей, которую, как правило, выполняют вручную;
– значительные физические усилия, требуемые для ориентации листов относительно ножей оборудования;
– ограничения по толщине и форме кромок вырезаемых деталей.
Механическая резка основана на сложном деформировании материала в зоне резки, включая:
– изгиб заготовки под действием сил, приложенных к режущим кромкам;
– смятие материала вследствие внедрения в него режущих кромок ножей;
– скалывание, при котором происходит отделение отрезаемой части материала за счет образования микро- и макротрещин по поверхности скольжения.
Механическая резка сопровождается, как правило, снижением пластичности материалав районе реза. Поэтому, если детали предназначены для ответственных конструкций, то их кромки после резки подвергаются еще механической обработке – фрезерованию или строжке.
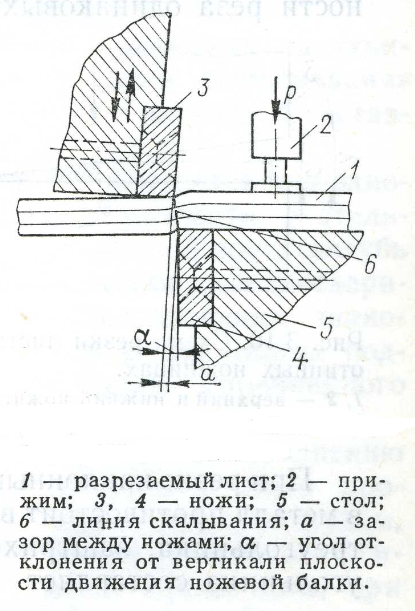
Рис.3. 27. Схема механической резки листа.
1 – разрезаемый лист проката; 2 – прижим;3, 4 – режущие ножи;
5 – рабочий стол;6 – линия скалывания; а – зазор между ножами
α – угол отклонения от вертикали плоскости движения верхнего ножа.
В настоящее время в судостроении используется различное оборудование для механической резки:
- гильотинные ножницы,
- пресс-ножницы,
- вибрационных ножницах,
- высечные ножницы.
При изготовлении отдельных деталей корпуса используется также сверление.
Для разделки кромок под сварку применяются строжка и кромкоскалывающие станки, фрезерование и шлифование.
Механическая резка может выполняться на стационарном и переносном оборудовании. В качестве переносного инструмента в России сначала использовался, в основном, инструмент с пневматическим приводом. В настоящее время все большее распространение получает инструмент с электрическим приводом.
Рассмотрим подробнее отдельные виды оборудования для механической резки.
|
из
5.00
|
Обсуждение в статье: Резка на стационарных машинах. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы