 |
Главная |


Оборудование для гибки листов
|
из
5.00
|
Основным оборудованием для изготовления гнутых деталей из листов являются листогибочные валковые машины (гибочные вальцы) и гидравлические прессы.
В листогибочн6ых валковых машинах гибку выполняют под действием сосредоточенной нагрузки, которую передают на заготовку через верхний валок 1 или боковые валки 3 (рис. 3.45) в процессе ее непрерывной прокатки между валками 1 и 2. Таким образом, гнут детали цилиндрической и конической формы. Полученную форму деталей контролируют с помощью шаблонов.

Рис. 3.45. Схема гибки на листогибочных вальцах.
а) открытые трехвалковые вальцы, б) открытые четырехвалковые вальцы,
в) закрытые трехвалковые вальцы
По конструктивному исполнению гибочные вальцы бывают:
– по типу закрепления верхнего валка – открытые и закрытые
–по количеству валков – 3-х и 4-х валковые
– по расположению валков – горизонтальные и вертикальные.
В вальцах открытого типа верхний валок вращается в двух концевых подшипниках, один из которых делается откидным. Основным достоинством гибочных вальцев открытого типа является возможность гибки замкнутых цилиндрических и конических деталей. Для снятия готовых деталей (замкнутые оболочки) откидывают подшипник верхнего валка.
Основной недостаток открытых гибочных вальцев – возможность получения бочкообразности гнутых деталей, что обусловлено прогибом верхнего валка под действием собственного веса и большим деформированием средней части заготовок (рис.3.46).

Рис.3.46.Открытые гибочные вальцы
В закрытых вальцах, схема которых показана на рис.3.45,в, верхний валок 1 крепится к верхней подвижной траверсе 5. Верхний 1 и нижние 2 рабочие валки имеют промежуточные опоры 4, что предотвращает прогиб валков и обеспечивает получение правильных цилиндрических поверхностей.
Закрытые гибочные вальцы (см. рис.3.47), как правило, имеют большую мощность и значительную длину рабочих валков, что обеспечивает возможность гибки листов как по ширине, так и по длине.

Рис.3.47. Закрытые гибочные вальцы
Одной из особенностей гибки на вальцах является необходимость предварительной подгибки кромок. Это связано с тем, что при гибке листов (рис.3.45,а.б) изгиб по цилиндрической поверхности обеспечивается лишь в средней части. Концевые участки листов остаются плоскими. Подгибку кромок можно выполнять на прессах или на вальцах с использованием прокладок. На четырехвалковых машинах (рис.3.45.б) подгибка кромок обеспечивается перемещением боковых валков 3.
Гибочные вальцы, которые используются в корпусообрабатывающих цехах судостроительных предприятий, как правило, имеют горизонтально расположенные валки. Вертикальные гибочные вальцы используются для гибки деталей большой толщины. При гибке на таких вальцах обеспечивается большая точность.

Рис.3.48. Вертикальные гибочные вальцы
Гидравлические прессы развивают усилия до 3000 тонн и обеспечивают гибку практически любых деталей в судостроении.
Процесс гибки на прессах заключается в последовательном деформировании отдельных участков листа под действием сосредоточенной нагрузки передаваемой через пуансон. По конструктивному исполнению гидравлические прессы могут быть:
– консольные (см. рис.3.49)
– портальные
– портально-консольные.

Рис.3.49. Гибка на консольном прессе
Портально-консольные прессы имеют траверсу 1, боковые стойки 2 и консольную часть 3 (см. рис.3.50,а) Набор сменной оснастки состоит из пуансонов 1 и матриц 2 (рис.3.50,б).

Рис. 3.50. Гибка на портально-консольном прессе:
а) - листов двоякой кривизны, б)- сменная оснастка.
Для поддержания и перемещения заготовок в рабочей зоне прессов используют краны, кран-балки и специальные тележки (см. рис.3.51). Форму листов контролируют по шаблонам, а при сложной форме изгиба – по каркасам.

Рис.3.51. Гибка на прессе с использованием тележек-манипуляторов
Одним из современных видов гибочного оборудования является вертикальный листогибочный пресс с управлением от ЭВМ (см. рис. 3.52). Пресс оборудован системой измерения фактической деформации листа при гибке. Работа на таком оборудовании не требует высокой квалификации рабочих-гибщиков.
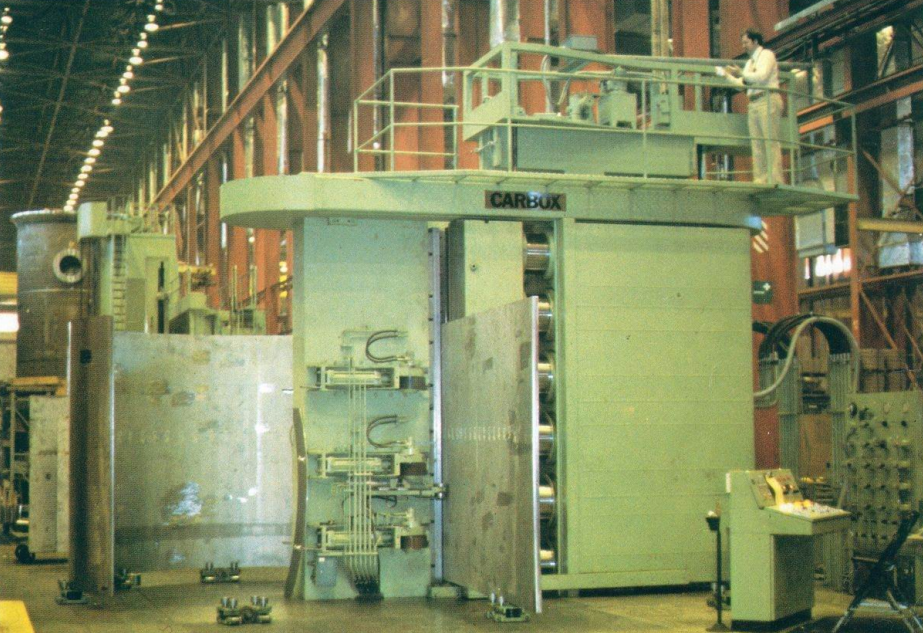
Рис.3.52. Гибка листа на вертикальном прессе
Наряду с основным оборудованием в судостроении используют также специальное оборудование для гибки:
- кромкогибочные прессы
- листогибочные станки типа ЛГС
- прессы для ротационной гибки,
- многоплунжерные прессы,
- установки для гибки местными нагревами.
Кромкогибочные прессы используют для изготовления деталей угловой и коробчатой формы, отгибки фланцев. Оснастка включает длинный пуансон и матрицу с несколькими ручьями различной формы (см. рис.3.53.)

Рис. 3.53. Схема гибки на кромкогибочном станке.

Рис.3.54. Кромкогибочный пресс

Рис. 3.55. Схема гибки на станках ЛГС (а), местными нагревами (б),
на многоплунжерном прессе (в), на прессе локально – ротационной гибки.

Рис. 3.56. Гибка на станке типа ЛГС.
Гибку на листогибочных станках типа ЛГС выполняют в процессе прокатки листов 2 между нажимным 1 и ведущим роликами 3 (см. рис.3.55,а). Станок позволяет гнуть листы длиной до 5 м и толщиной до 12 мм практически любой формы. Недостатком гибки на станках типа ЛГС является высокая трудоемкость. Качество гибки зависит от квалификации рабочих (рис.3.56). Станок ЛГС можно использовать для гибки профиля.
Современной разработкой в области гибочного оборудования являются станки для ротационной гибки разработанные в России. Станки предназначены для гибки листовых и профильных заготовок методом ротационно-локального деформирования (рис.3.57). Станки позволяют гнуть листы толщиной 16 мм и длиной до 4 м. и детали из профильного проката длиной до 8м. Крановая система обеспечения рабочего цикла работает одновременно со станком, управляется от пульта станка и обеспечивает перемещение обрабатываемого листа одновременно с прокаткой его в гибочных роликах, а также смещение и поворот листа, т.е. его позиционирование относительно гибочной оснастки.

Рис.3.57. Ротационная гибка
Одним из возможных вариантов автоматизации гибочных работ можно считать многоплунжерный пресс, представленный на рисунках 3.55,в и рис.3.58.
Особенностью этого пресса является то, что пуансон состоит из отдельных элементов и может изменять свою форму.
Верхние пуансоны 1 настраиваются по программе на требуемую форму, а изгибаемая заготовка 2 прижимается к ним нижними пуансонами 3.
Оборудование высокопроизводительное, но вследствие его сложности распространения в судостроении не получило.

Рис.3.58. Пуансон многоплунжерного пресса
В мировом судостроении используется еще один метод гибки листовых деталей – это гибка местными нагревами.
Метод заключается в местном нагреве отдельных зон металла, которые в процессе нагрева и последующего охлаждения получают пластические деформации сжатия, которые после полного остывания листа приводят к образованию необходимой формы листов (см. рис.3.53,б). Нагрев можно выполнять газовыми горелками, токами высокой частоты, лазерным лучом.
В России разрабатывались механизированные установки для выполнения гибки местными нагревами, но пока этот метод получил распространение в основном в ручном варианте.
|
из
5.00
|
Обсуждение в статье: Оборудование для гибки листов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы